
15年专注塑胶异型材开模定制
PC/PVC/ABS/PP/PE/PMMA/PA塑胶挤出
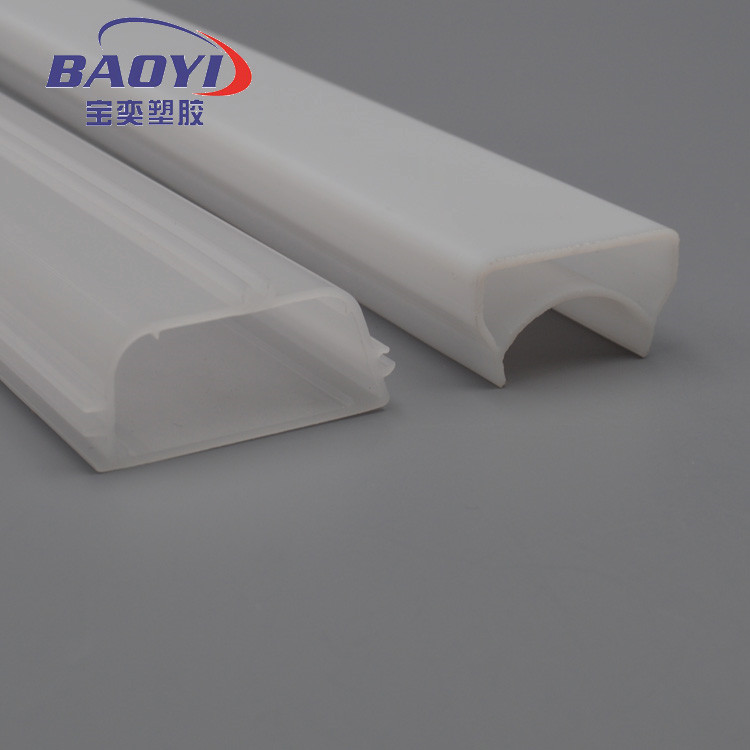
主营:铜塑共挤轨道条,灯罩,型材,异型材
服务热线:
13669818540
13431480540
服务热线:
13669818540
13431480540

联系人:吴奕妮
手 机:13669818540
手 机:13431480540
邮 箱:Janicewu@by3d.cn
网 址:www.baoyisj.com
地 址:广东省东莞市寮步镇石龙坑金园新路37号
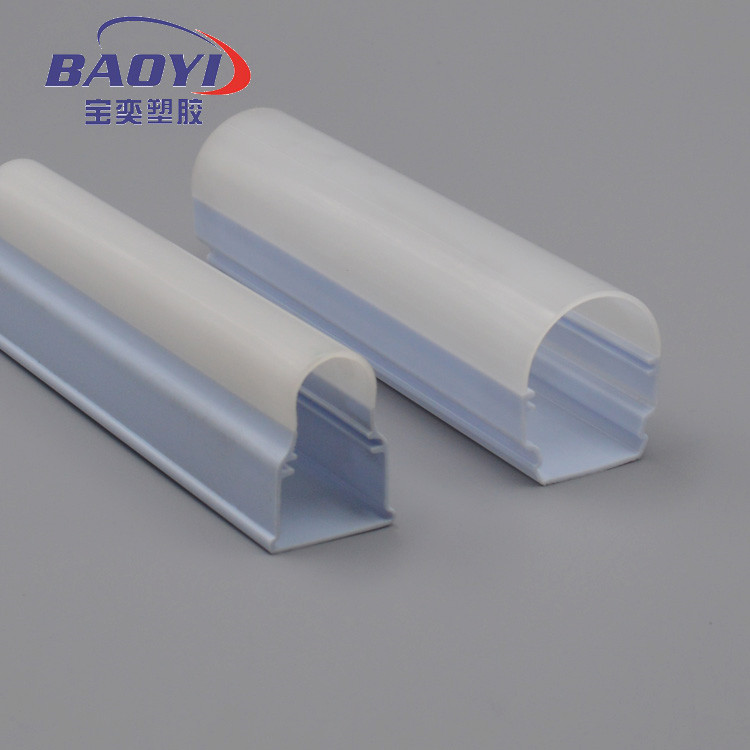
的简单介绍:顾名思义就是,塑料制品的横截面并不是圆形,而是其他形状的塑料制品。的生产工艺大体上可以分为混料和挤出两个部分。这两个部分的工作决定了以后的异型材使用质量的好坏。而这两个大的部分里面又包含有4个小的项目,分别是配方质量,工艺质量,外观质量和理化指标。尤其是配方和工艺质量两个项目是最基础的工作,他为以后的生产技术和工作打下基础。东莞宝奕塑胶制品有限公司一直秉持“创造高质量,服务社会”的企业精神,以优异的品质和完善的服务为您的产品增添更加美好的效果和市场竞争力。我们将不断创新,本着稳健发展的竞争精神,同时也以优质的产品和服务与各界朋友携手合作,共创辉煌!

常平挤塑型材熔体的流动性比PVC和PC好,但比PE、PA及PS差,与POM和HIPS类似。塑胶挤塑型材的流动特性属非牛顿流体,其熔体粘度与加工温度和剪切速率都有关系,但对剪切速率更为敏感。ABS异型材的外观为不透明呈象牙色的粒料,无毒、无味、吸水率低其制品可着成各种颜色,并具有90%的高光泽度。ABS同其它材料的结合性好,易于表面印刷、涂层和镀层处理。ABS的氧指数为18.2,属易燃聚合物,火焰呈黄色,有黑烟,烧焦但不滴落,并发出特殊的肉桂味。

在中,的混料过程说明,这个工作是后面挤出的基础,因此也是重中之重的步骤。混料包括几个小的步骤分别是,配料,热混,冷混以及废料的回收。配料的过程一定要谨慎,不同的配料采用不同的称量器材称量,但是一定要按照配方所要求的剂量,绝对不能多也不能少。至于热混和冷混的过程,主要的就是要注意把握好温度,不然就容易成液体,达不到理想的效果。最后就是废物的利用了,因为废物再次利用,所以在三次分捡的时候都要注意认真,因为不同次数检出来的废料利用不同。
可注塑、挤出、模压、吹塑、热成型、印刷、粘接、涂覆和机加工,最重要的加工方法是注塑。成型之前必须预干燥,水分含量应低于0.02%,微量水份在高温下加工会使制品产生白浊色泽,银丝和气泡,PC在室温下具有相当大的强迫高弹形变能力。冲击韧性高,因此可进行冷压,冷拉,冷辊压等冷成型加工。挤出用PC分子量应大于3万,要采用渐变压缩型螺杆,长径比1:18~24,压缩比1:2.5,可采用挤出吹塑,注-吹、注-拉-吹法成型高质量,高透明瓶子。PC合金种类繁多,改进PC熔体粘度大(加工性)和制品易应力开裂等缺陷, PC与不同形成合金或共混物,提高材料性能。具体有PC/ABS合金,PC/ASA合金、 PC/PBT合金、PC/PET合金、PC/PET/弹性体共混物、PC/MBS共混物、PC/PTFE合金、PC/PA合金等,利有两种材料性能优点,并降低成本,如PC/ABS合金中,PC主要贡献高耐热性,较好的韧性和冲击强度,高强度、阻燃性, ABS则能改进可成型性,表观质量,降低密度。


