
15年专注塑胶异型材开模定制
PC/PVC/ABS/PP/PE/PMMA/PA塑胶挤出
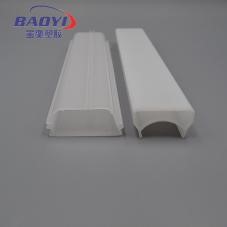
主营:铜塑共挤轨道条,灯罩,型材,异型材
服务热线:
13669818540
13431480540
服务热线:
13669818540
13431480540

联系人:吴奕妮
手 机:13669818540
手 机:13431480540
邮 箱:Janicewu@by3d.cn
网 址:www.baoyisj.com
地 址:广东省东莞市寮步镇石龙坑金园新路37号
可注塑、挤出、模压、吹塑、热成型、印刷、粘接、涂覆和机加工,最重要的加工方法是注塑。成型之前必须预干燥,水分含量应低于0.02%,微量水份在高温下加工会使制品产生白浊色泽,银丝和气泡,PC在室温下具有相当大的强迫高弹形变能力。冲击韧性高,因此可进行冷压,冷拉,冷辊压等冷成型加工。挤出用PC分子量应大于3万,要采用渐变压缩型螺杆,长径比1:18~24,压缩比1:2.5,可采用挤出吹塑,注-吹、注-拉-吹法成型高质量,高透明瓶子。PC合金种类繁多,改进PC熔体粘度大(加工性)和制品易应力开裂等缺陷, PC与不同形成合金或共混物,提高材料性能。具体有PC/ABS合金,PC/ASA合金、 PC/PBT合金、PC/PET合金、PC/PET/弹性体共混物、PC/MBS共混物、PC/PTFE合金、PC/PA合金等,利有两种材料性能优点,并降低成本,如PC/ABS合金中,PC主要贡献高耐热性,较好的韧性和冲击强度,高强度、阻燃性, ABS则能改进可成型性,表观质量,降低密度。
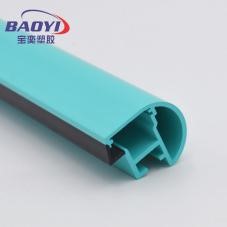
优质的,无论是ABS封边条还是PVC封边条,都具备卓越的安全防护功能,它不仅能够提供与家具纹理色泽浑然一体的美观装饰效果,还能阻止板材内部甲醛挥发。除了防止甲醛慢性中毒外,封边条对家居健康安全还表现在对制品很好的耐腐蚀防护上面。ABS塑胶材料兼具韧、硬、刚相均衡的优良力学性能,是目前应用最广泛的聚合物,不仅在光泽、电性能、成型性以及耐冲击方面表现突出,同时在耐油性、耐化学性方面非常优异。所以,,不管是U型条还是T型条,都具备相对优异的耐腐蚀性。偶尔的咖啡倾倒、突然的酒精抛洒、一个不小心酱油倒了上去,都不用担心,封边条可以保证物体表面不留下任何痕迹。在有小的家庭中,无法避免小摸爬滚打,乱蹦乱跳,有时一不小心碰到断层或者门窗则对细嫩皮肤造成伤害。有了家具封边条,可以很好地封住家具断层断面,保护好小的肌肤,保证一家人的健康安全。
当用户使用时,他们首先希望有一个良好的性能与价格比。所谓的性价比也有很多方面,首先是产品的价格。当这个产品的价格被降低到一定程度时,它自然是一个性能与价格的比率。但价格并不是其表现与价格之比的全部。市场上也有一些产品,虽然价格降低了,但在使用上没有什么优势,所以在这种情况下,用户很难有更好的满意度,这就是用户应该注意的问题。当然,在市场上有一些使用时,虽然价格很高,但在使用上不仅性能更好,而且生活也有很大的改善。产品的性能价格比自然受其寿命的影响,所以当用户使用该产品时,其性能与价格的比率也将与这方面有很大关系。当使用该产品时,它也具有环境的恶性性质,如果它不具有更好的环境适应性,它也是性能与价格比的下降。
挤出制品生产流程如下: 配方设计购料-→主辅料配混(混料机)购料-→挤出加工(挤出机)连续 -→ 冷却定型(模具、定型台)连续 →牵引计长、切割(牵引切割机)连续 -→ 翻料检验、入库贮运-→组装、焊接等(组装、焊接等设备)检验-→ 贮运 最终用户制品在以上生产工艺过程中,塑料型材挤出生产工艺只包括配方设计、主辅料的配混、挤出加工、冷却定型、牵引计长切割及贴膜打印与翻料过程。挤出生产的异型材最终还需组装 、加工、焊接等若干专用工序处理才能作为门窗等最终制品进行应用。因而从异型材的应用 角度而言,挤出的生产类似于木制品的半成品材料生产(伐木后对木材的锯解保 存处理)。从以上异型材生产工艺的一般要求同样也说明了对异型材生产装备的功能要求和 技术路线,即在配方设计(反复实验)和物料配混工序完成后,异型材挤出装备必须连续和全 自动的完成上料、塑化、排气、挤出、成型、冷却定型、牵引、计长切割、堆料的全过程。 而要连续高效的完成每一步工序并最终生产出合乎标准的异型材,其中涉及的技术关联程度 是相当高的,装备技术与加工对象具体工艺要求的科学匹配往往成为目前挤出技术工作中最 具体实践意义的工作。与切削加工无机金属材料的机床不同,作为对有机高分子聚合物(塑 料异型材)成型加工的异型材装备,其异型材的性能特性和成型精度不仅与装备精度有关, 更与加工对象的物性和加工的各种历程(热历程、流变历程、相变历程等)及其匹配程度有关。因此,从装备技术的创新发展和异型材生产工艺的更深入研究两方面的提高将推动异型材 挤出技术向更高层次飞跃。

的变色介绍:热、氧、光老化变色的主要表现形式是型材泛黄,有个别稳定剂生产厂家在推广宣传其产品时宣称使用他们的产品与同类厂家比,可减少份数、降低成本,其结果虽然也可以生产出表观比较满意的型材,但在废品的回收中、在苛刻的工艺温度要求中,由于其热稳定效率不足,对PVC分子结构的损害又不是肉眼所能观察到的,所以生产时出现以下一些情况:在加工时就发现色泽不统一(如色泽有轻微偏差是允许的);加热变形后型材明显黄变;加热后状态良好,但型材制成门窗时间不长就变灰。正常生产中不发黄,而在后来的成窗制品时发黄。

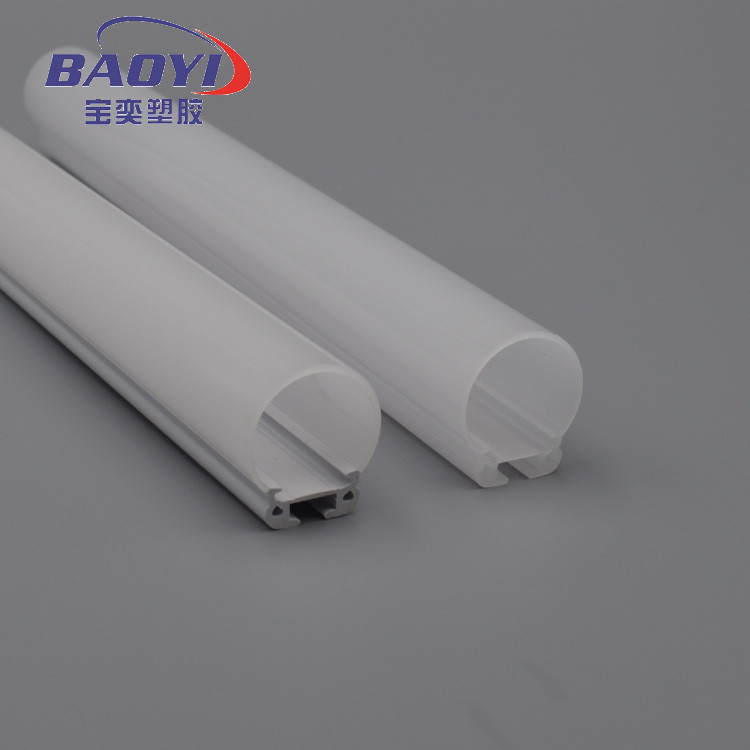
松山湖橱柜灯灯罩挤出的工艺过程介绍:材料混合好之后就是进行挤出了,把混合料直接进行塑胶橱柜灯灯罩挤出,这个过程使用的是双螺杆挤出机,这种机器有锥形和平行双螺杆挤出机两种,不过我们平常使用的就是平行双螺杆挤出机。机器的挤出的过程中有4个阶段,首先,先进行加料,之后进行塑化,混合料在这个过程受到剪切和压力等作用就会塑化,覆盖在螺杆上面。之后进行排气,真空环境中把物料中的水分和气体排除。最后就是均化了。把已经塑化了的物料在稳定的熔度,均匀的温度下进一步均匀塑化。


