
15年专注塑胶异型材开模定制
PC/PVC/ABS/PP/PE/PMMA/PA塑胶挤出
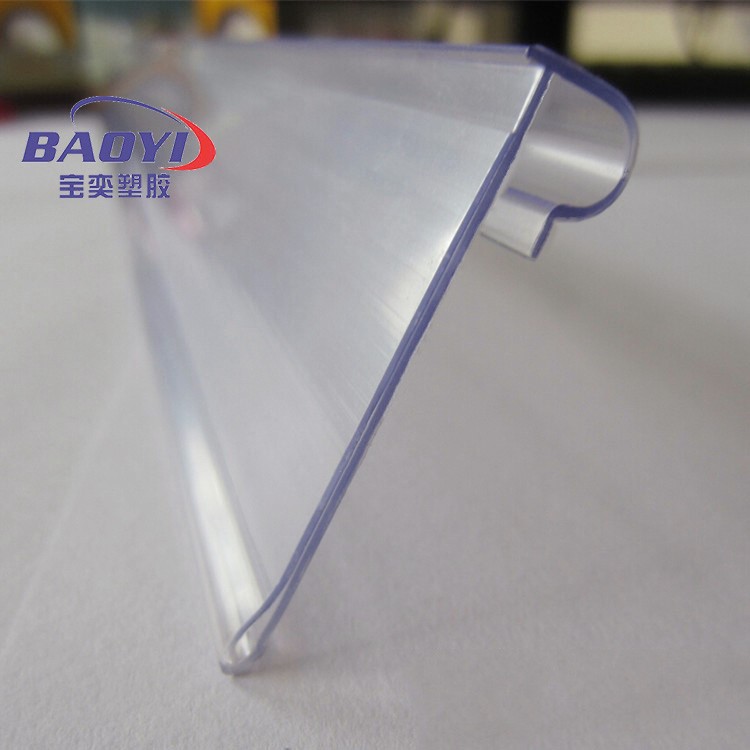
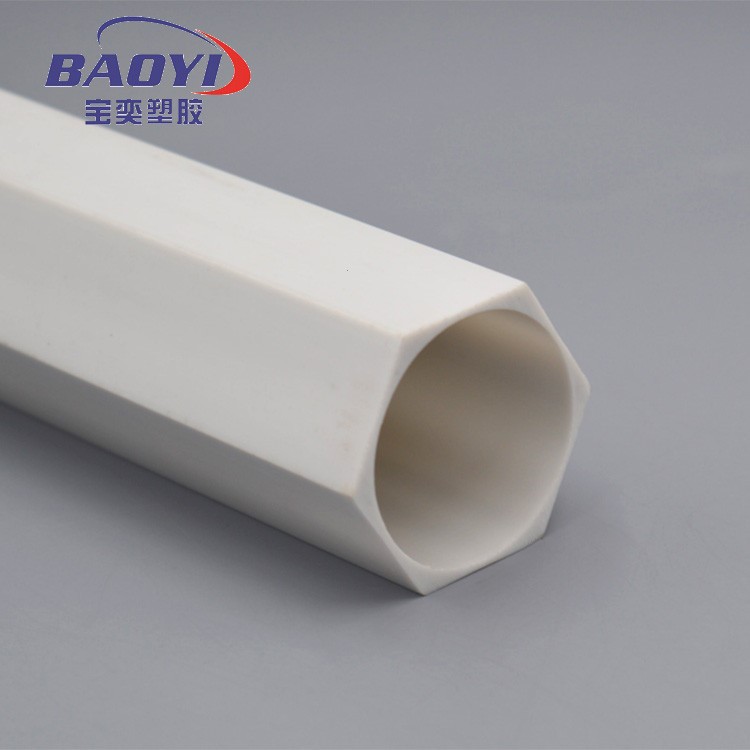
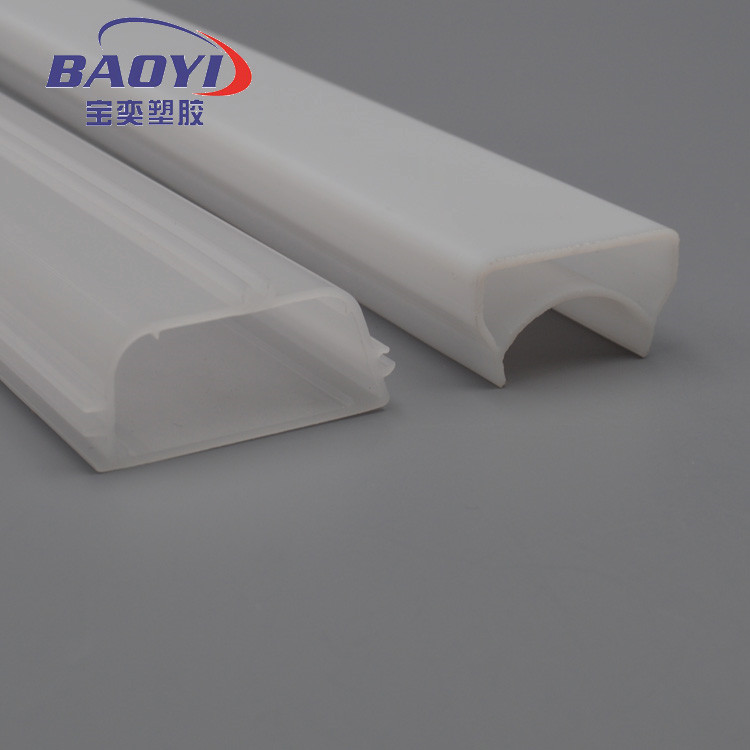
主营:铜塑共挤轨道条,灯罩,型材,异型材
服务热线:
13669818540
13431480540
服务热线:
13669818540
13431480540

联系人:吴奕妮
手 机:13669818540
手 机:13431480540
邮 箱:Janicewu@by3d.cn
网 址:www.baoyisj.com
地 址:广东省东莞市寮步镇石龙坑金园新路37号

可注塑、挤出、模压、吹塑、热成型、印刷、粘接、涂覆和机加工,最重要的加工方法是注塑。成型之前必须预干燥,水分含量应低于0.02%,微量水份在高温下加工会使制品产生白浊色泽,银丝和气泡,PC在室温下具有相当大的强迫高弹形变能力。冲击韧性高,因此可进行冷压,冷拉,冷辊压等冷成型加工。挤出用PC分子量应大于3万,要采用渐变压缩型螺杆,长径比1:18~24,压缩比1:2.5,可采用挤出吹塑,注-吹、注-拉-吹法成型高质量,高透明瓶子。PC合金种类繁多,改进PC熔体粘度大(加工性)和制品易应力开裂等缺陷, PC与不同形成合金或共混物,提高材料性能。具体有PC/ABS合金,PC/ASA合金、 PC/PBT合金、PC/PET合金、PC/PET/弹性体共混物、PC/MBS共混物、PC/PTFE合金、PC/PA合金等,利有两种材料性能优点,并降低成本,如PC/ABS合金中,PC主要贡献高耐热性,较好的韧性和冲击强度,高强度、阻燃性, ABS则能改进可成型性,表观质量,降低密度。
的变色介绍:热、氧、光老化变色的主要表现形式是型材泛黄,有个别稳定剂生产厂家在推广宣传其产品时宣称使用他们的产品与同类厂家比,可减少份数、降低成本,其结果虽然也可以生产出表观比较满意的型材,但在废品的回收中、在苛刻的工艺温度要求中,由于其热稳定效率不足,对PVC分子结构的损害又不是肉眼所能观察到的,所以生产时出现以下一些情况:在加工时就发现色泽不统一(如色泽有轻微偏差是允许的);加热变形后型材明显黄变;加热后状态良好,但型材制成门窗时间不长就变灰。正常生产中不发黄,而在后来的成窗制品时发黄。
挤出制品生产流程如下: 配方设计购料-→主辅料配混(混料机)购料-→挤出加工(挤出机)连续 -→ 冷却定型(模具、定型台)连续 →牵引计长、切割(牵引切割机)连续 -→ 翻料检验、入库贮运-→组装、焊接等(组装、焊接等设备)检验-→ 贮运 最终用户制品在以上生产工艺过程中,塑料型材挤出生产工艺只包括配方设计、主辅料的配混、挤出加工、冷却定型、牵引计长切割及贴膜打印与翻料过程。挤出生产的异型材最终还需组装 、加工、焊接等若干专用工序处理才能作为门窗等最终制品进行应用。因而从异型材的应用 角度而言,挤出的生产类似于木制品的半成品材料生产(伐木后对木材的锯解保 存处理)。从以上异型材生产工艺的一般要求同样也说明了对异型材生产装备的功能要求和 技术路线,即在配方设计(反复实验)和物料配混工序完成后,异型材挤出装备必须连续和全 自动的完成上料、塑化、排气、挤出、成型、冷却定型、牵引、计长切割、堆料的全过程。 而要连续高效的完成每一步工序并最终生产出合乎标准的异型材,其中涉及的技术关联程度 是相当高的,装备技术与加工对象具体工艺要求的科学匹配往往成为目前挤出技术工作中最 具体实践意义的工作。与切削加工无机金属材料的机床不同,作为对有机高分子聚合物(塑 料异型材)成型加工的异型材装备,其异型材的性能特性和成型精度不仅与装备精度有关, 更与加工对象的物性和加工的各种历程(热历程、流变历程、相变历程等)及其匹配程度有关。因此,从装备技术的创新发展和异型材生产工艺的更深入研究两方面的提高将推动异型材 挤出技术向更高层次飞跃。
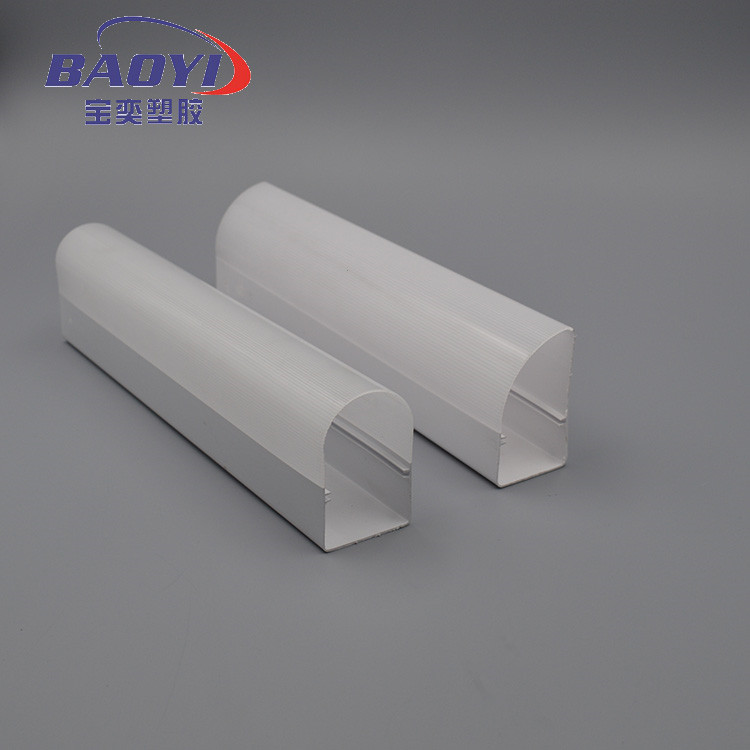
故制造灯罩比较好就是PC和PMMA,而PMMA最突出的优点是:它的光学性能;它透明,与其它透明材料不同的是,它能透过其它透明材料不能透过的光线;它能耐室外老化,爆晒而不影响它的透明度,而其它透明塑料则不具备;但同时PMMA也有缺点,就是表面硬度低,不耐划伤。随着科技发展,通过使用进口亚克力颗粒,制作出的亚克力物品硬度上有所改善。而且是无毒环保的材料,可用于生产餐具、卫生洁具等,具有良好的化学稳定性、和耐候性。PMMA在破碎时不易产生尖锐的碎片,美国、日本等国家和地区已在法律中作出强制性规定,中小学及幼儿园建筑必须采用亚克力(PMMA)树脂。目前,全国各地加快了城市建设步伐,街头标志、广告灯箱和电话亭等大量出现,其中所用材料中有相当一部分是PMMA。令我们值得一提就是北京奥运工程的户外彩色建材也是大量使用了绿色环保的PMMA,所以的灯罩拥有很多好处。
在优质PMMA灯罩中又称挤出成型或挤塑,在橡胶加工中又称压出。是指物料通过挤出机料筒和螺杆间的作用,边受热塑化,边被螺杆向前推送,连续通过机头而制成各种截面制品或半制品的一种加工方法。挤出应用于热塑性塑料和橡胶的加工,可进行配料、造粒、胶料过滤等,可连续化生产,制造各种连续制品如优质PMMA灯罩管材、型材、板材(或片材)、薄膜、电线电缆包覆、橡胶轮胎胎面条、内胎胎筒、密封条等,其生产效率高。挤出成型机由挤出装置、传动机构和加热、冷却系统等主要部分组成。挤出机有螺杆式(单螺杆和多螺杆)和柱塞式两种类型。前者的挤出工艺是连续式,后者是间歇式


