
15年专注塑胶异型材开模定制
PC/PVC/ABS/PP/PE/PMMA/PA塑胶挤出
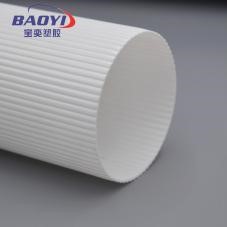
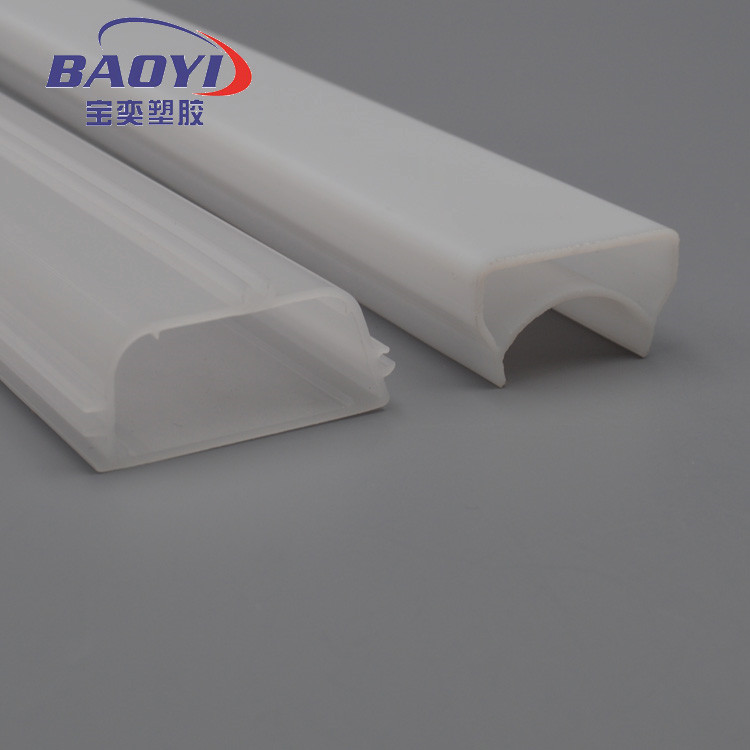
主营:铜塑共挤轨道条,灯罩,型材,异型材
服务热线:
13669818540
13431480540
服务热线:
13669818540
13431480540

联系人:吴奕妮
手 机:13669818540
手 机:13431480540
邮 箱:Janicewu@by3d.cn
网 址:www.baoyisj.com
地 址:广东省东莞市寮步镇石龙坑金园新路37号
真正正规的PVC软硬共挤厂家,不应该忽略守信经营的宗旨,有自己的品牌价值,也介意自己的市场评价,不会产生卖出后就不理了。而且优质PVC软硬共挤厂家有着自己的技术研发和管理团队,全面的服务程序和周全的售后工作团队,服务是很贴心的。当你在寻找的时除开价格,品质与后期的服务也是需要去关注的地方。当然不少人感觉价格因素是需要首选去想的,但我知道,价钱与质量成正比,若是只留意价格或许会使我们损失。因此在寻找时,我们一定细心调研,并与相关人才全面商量,了解产品的基础特点,才可以保障购买的品质与实用性。

挤出制品生产流程如下: 配方设计购料-→主辅料配混(混料机)购料-→挤出加工(挤出机)连续 -→ 冷却定型(模具、定型台)连续 →牵引计长、切割(牵引切割机)连续 -→ 翻料检验、入库贮运-→组装、焊接等(组装、焊接等设备)检验-→ 贮运 最终用户制品在以上生产工艺过程中,塑料型材挤出生产工艺只包括配方设计、主辅料的配混、挤出加工、冷却定型、牵引计长切割及贴膜打印与翻料过程。挤出生产的异型材最终还需组装 、加工、焊接等若干专用工序处理才能作为门窗等最终制品进行应用。因而从异型材的应用 角度而言,挤出的生产类似于木制品的半成品材料生产(伐木后对木材的锯解保 存处理)。从以上异型材生产工艺的一般要求同样也说明了对异型材生产装备的功能要求和 技术路线,即在配方设计(反复实验)和物料配混工序完成后,异型材挤出装备必须连续和全 自动的完成上料、塑化、排气、挤出、成型、冷却定型、牵引、计长切割、堆料的全过程。 而要连续高效的完成每一步工序并最终生产出合乎标准的异型材,其中涉及的技术关联程度 是相当高的,装备技术与加工对象具体工艺要求的科学匹配往往成为目前挤出技术工作中最 具体实践意义的工作。与切削加工无机金属材料的机床不同,作为对有机高分子聚合物(塑 料异型材)成型加工的异型材装备,其异型材的性能特性和成型精度不仅与装备精度有关, 更与加工对象的物性和加工的各种历程(热历程、流变历程、相变历程等)及其匹配程度有关。因此,从装备技术的创新发展和异型材生产工艺的更深入研究两方面的提高将推动异型材 挤出技术向更高层次飞跃。

在中,的混料过程说明,这个工作是后面挤出的基础,因此也是重中之重的步骤。混料包括几个小的步骤分别是,配料,热混,冷混以及废料的回收。配料的过程一定要谨慎,不同的配料采用不同的称量器材称量,但是一定要按照配方所要求的剂量,绝对不能多也不能少。至于热混和冷混的过程,主要的就是要注意把握好温度,不然就容易成液体,达不到理想的效果。最后就是废物的利用了,因为废物再次利用,所以在三次分捡的时候都要注意认真,因为不同次数检出来的废料利用不同。
主要聚氯乙烯混合而成,价格比较便宜,主要是碳酸酯基的高分子聚合物,价格高,特点:抗冲击、耐蠕变、耐热、吸水率低、无毒、介电性能优良,硬度比pvc的要强,主要用于在有强压力的地方。PC材料其实就是我们所说的工程塑料中的一种,作为被世界范围内广泛使用的材料,PC异型材有着其自身的特性和优缺点,PC异型材是一种综合性能优良的非晶型热塑性树脂,具有优异的电绝缘性、延伸性、尺寸稳定性及耐化学腐蚀性,较高的强度、耐热性和耐寒性。


