
15年专注塑胶异型材开模定制
PC/PVC/ABS/PP/PE/PMMA/PA塑胶挤出
主营:铜塑共挤轨道条,灯罩,型材,异型材
服务热线:
13669818540
13431480540
服务热线:
13669818540
13431480540

联系人:吴奕妮
手 机:13669818540
手 机:13431480540
邮 箱:Janicewu@by3d.cn
网 址:www.baoyisj.com
地 址:广东省东莞市寮步镇石龙坑金园新路37号
在现实生活中有很多场景,都有会LED射灯,例如酒店、展厅、会所、酒吧、餐厅等都可以看到,而其中重要的灯具配件就是轨道条,本司专业生产各种射灯灯具PVC轨道条、ABS导轨条等,下面小编对LEC射灯四线轨道条的应用进行简单说明;四线导轨其实含五根线:三根火线,一根零线,一根地线,三根火线分别组成一个回路,可三个开关分别控制一个回路,配合导轨灯头上的4个档位,所以可以达到一根导轨上装三个灯,根据需要,按不同的开关,不同的灯亮。有轨道射灯的地方就需要轨道条。广泛用于商场(服装店、家具店等品牌专卖店)、汽车展示、珠宝首饰、星级酒店、品牌服装、高档会所、博文物展馆、连锁商场、品牌营业厅、专业橱窗、柜台等重点照明场所,是射灯重要配件。我公司集研发生产,加工,销售一体的。公司专注生产:,pvc型材,pc灯罩,轨道条配件,轨道灯导轨条,耗型材, LED灯具配件,筒灯配件等灯饰挤压配件,我公司有多年专业经验,服务过数十家知名企业,欢迎来电咨询。
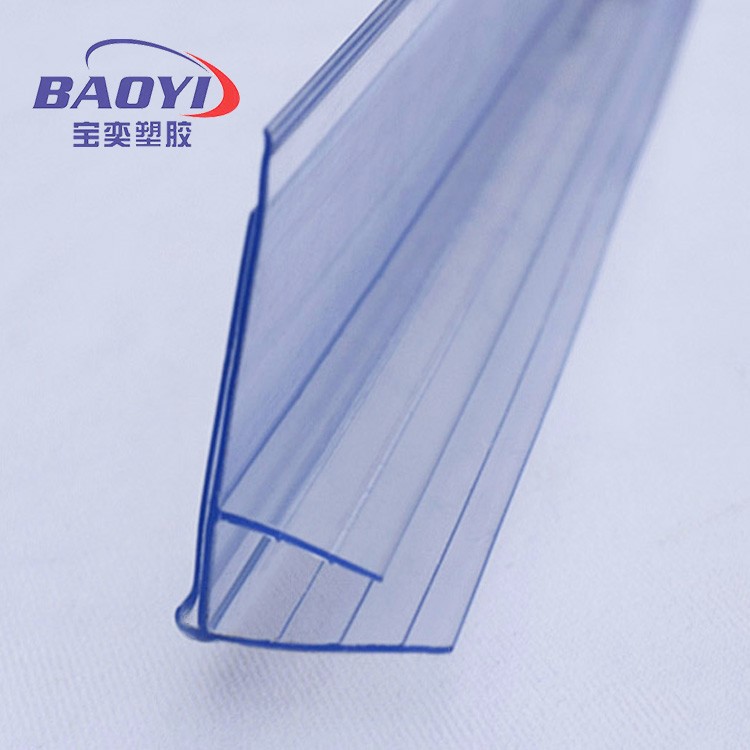
经过长时间的观察对比,得到塑胶pvc轨道条颗粒的最大密度和最大程度的凝胶化,热混温度应控制在115℃左右,混料时间每次在8-10min,加料量为混料机容积的60%左右,这样的效果是较理想的。冬季时,可将混料机转速调高一些;夏季时,宜将混料机转速调低一些。通过这样的调整,可保证工作效率,控制好混料时间。要得到满意的PVC物料塑化质量,螺杆、机筒的加工精度及装配精度也是很重要的因素。高的装配精度配合优化的挤出工艺,才能较好地保证塑胶pvc轨道条质量。因此,要定期检测螺杆、机筒的轴向间隙和径向间隙,不符合规定时要及时调整。
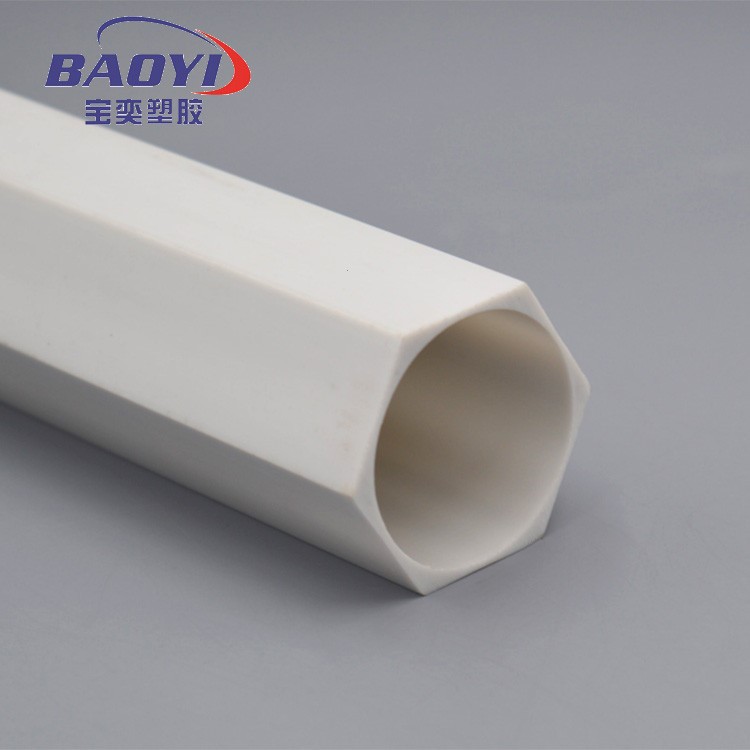
塑胶型材挤出制品生产的一般过程如下: 配方设计购料-→主辅料配混(混料机)购料-→挤出加工(挤出机)连续 -→ 冷却定型(模具、定型台)连续 →牵引计长、切割(牵引切割机)连续 -→ 翻料检验、入库贮运-→组装、焊接等(组装、焊接等设备)检验-→ 贮运 最终用户制品在以上生产工艺过程中,生产工艺只包括配方设计、主辅料的配混、挤出加工、冷却定型、牵引计长切割及贴膜打印与翻料过程。挤出生产的最终还需组装 、加工、焊接等若干专用工序处理才能作为门窗等最终制品进行应用。因而从异型材的应用 角度而言,塑胶型材挤出的生产类似于木制品的半成品材料生产(伐木后对木材的锯解保 存处理)。从以上异型材生产工艺的一般要求同样也说明了对异型材生产装备的功能要求和 技术路线,即在配方设计(反复实验)和物料配混工序完成后,异型材挤出装备必须连续和全 自动的完成上料、塑化、排气、挤出、成型、冷却定型、牵引、计长切割、堆料的全过程。 而要连续高效的完成每一步工序并最终生产出合乎标准的异型材,其中涉及的技术关联程度 是相当高的,装备技术与加工对象具体工艺要求的科学匹配往往成为目前挤出技术工作中最 具体实践意义的工作。与切削加工无机金属材料的机床不同,作为对有机高分子聚合物(塑 料异型材)成型加工的异型材装备,其异型材的性能特性和成型精度不仅与装备精度有关, 更与加工对象的物性和加工的各种历程(热历程、流变历程、相变历程等)及其匹配程度有关。因此,从装备技术的创新发展和异型材生产工艺的更深入研究两方面的提高将推动异型材 挤出技术向更高层次飞跃。
在中又称挤出成型或挤塑,在橡胶加工中又称压出。是指物料通过挤出机料筒和螺杆间的作用,边受热塑化,边被螺杆向前推送,连续通过机头而制成各种截面制品或半制品的一种加工方法。挤出应用于热塑性塑料和橡胶的加工,可进行配料、造粒、胶料过滤等,可连续化生产,制造各种连续制品如管材、型材、板材(或片材)、薄膜、电线电缆包覆、橡胶轮胎胎面条、内胎胎筒、密封条等,其生产效率高。挤出成型机由挤出装置、传动机构和加热、冷却系统等主要部分组成。挤出机有螺杆式(单螺杆和多螺杆)和柱塞式两种类型。前者的挤出工艺是连续式,后者是间歇式
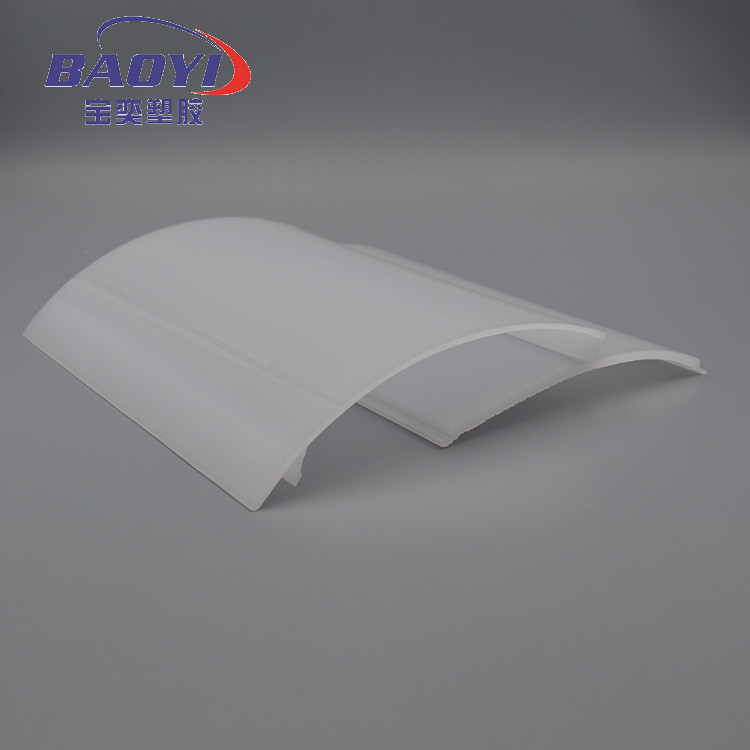
具有很好的产品优点,主要是由于其产品材质优点比较特出,所以被广泛应用于各类家装商用照明灯饰配件,下面小编就主要介绍PC灯罩的产品优势;如下;透光性:PCled灯罩透光率峰值可达89%,可与玻璃相妣美。UV涂层板在太阳光下爆晒不会产生黄变,雾化,透光不佳,十年后透光流失仅为6%,PVC流失率则高达15%—20%,玻璃纤维为12%-20%。抗撞击:撞击强度是普通玻璃的250-300倍,同等厚度亚克力板的30倍,是钢化玻璃的2-20倍,用3kg锤以下两米坠下也无裂痕,有“不碎玻璃”和“响钢”的美称。防紫外线:PCled灯罩一面镀有抗紫外线涂层,另一面具有抗冷凝处理,集抗紫外线、隔热防滴露功能于一身。可阻挡紫外线穿过,及适合保护贵重艺术品及展品,使其不受紫外线破坏。适应性:PCled灯罩在-100℃时不发生冷脆,在135℃时不软化,在恶劣的环境中其力学,机械性能等均无明显变化。
加工树脂与助剂混合的均匀程度及混合料表观密度的大小都会对PVC冲击强度产生较大影响。加工温度有一定的范围,温度过高,PVC易分解;温度过低,PVC塑化不充分,各种组分分散不均还会导致脆性增大。主机转速反映挤出机对PVC的剪切作用,转速过大,剪切力增大,会降低制品的低温性能和焊角强度。成型压力高有利於提高型材的力学性能,尤其是低温冲击强度。型材成型冷却作用是将拉伸的大分子链及时冷却定型,达到制品要求。缓慢的冷却可以使大分子链有足够的时间舒展,这样内应力小,可减轻制品的翘曲、弯曲和收缩,从而提高制品的冲击强度和焊接角破坏力。


