
15年专注塑胶异型材开模定制
PC/PVC/ABS/PP/PE/PMMA/PA塑胶挤出
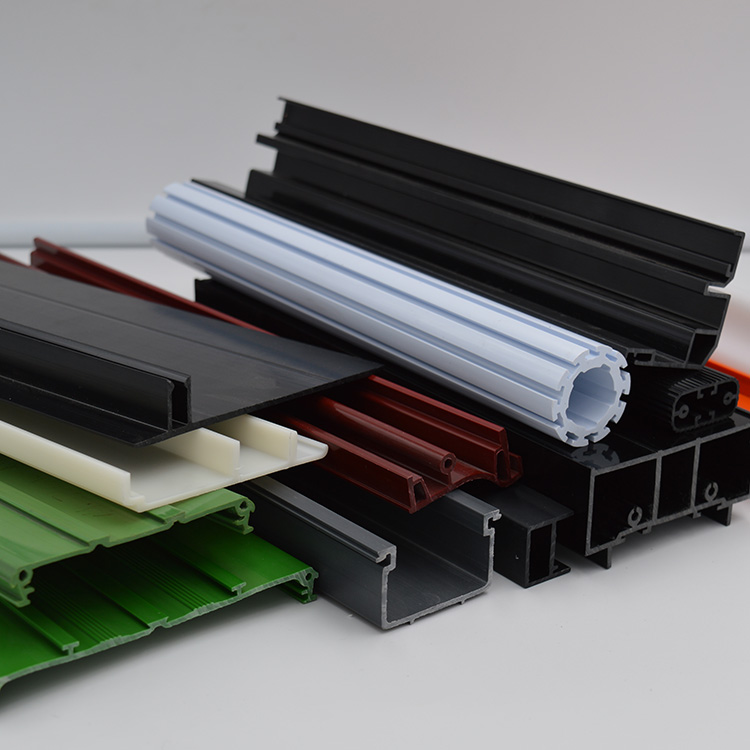
主营:铜塑共挤轨道条,灯罩,型材,异型材
服务热线:
13669818540
13431480540
服务热线:
13669818540
13431480540

联系人:吴奕妮
手 机:13669818540
手 机:13431480540
邮 箱:Janicewu@by3d.cn
网 址:www.baoyisj.com
地 址:广东省东莞市寮步镇石龙坑金园新路37号
的变色介绍:热、氧、光老化变色的主要表现形式是型材泛黄,有个别稳定剂生产厂家在推广宣传其产品时宣称使用他们的产品与同类厂家比,可减少份数、降低成本,其结果虽然也可以生产出表观比较满意的型材,但在废品的回收中、在苛刻的工艺温度要求中,由于其热稳定效率不足,对PVC分子结构的损害又不是肉眼所能观察到的,所以生产时出现以下一些情况:在加工时就发现色泽不统一(如色泽有轻微偏差是允许的);加热变形后型材明显黄变;加热后状态良好,但型材制成门窗时间不长就变灰。正常生产中不发黄,而在后来的成窗制品时发黄。
现在一般用到LED日光灯配件外壳上面及往常日子中,咱们能直接接触或感知到的塑料,多数是常规的通用PC灯罩塑料,那么这种材质具有哪些特点呢?其实就是我们所说的工程塑料中的一种,作为被世界范围内广泛使用的材料,PC有着其自身的特性和优缺点。首先,PC是一种综合性能优良的非晶型热 塑性树脂,具有优异的电绝缘性、延伸性、尺寸稳定性及耐化学腐蚀性,较高的强度、耐热性和耐寒性。还具有自熄、阻燃、无毒、可着色等优点。在你生活的各个角落都能见到PC塑料的影子。另外大规模工业生产及容易加工的特性也使其价格极其低廉。它的强度可以满足从手机到防弹玻璃的各种需要。缺点是和金属相比硬度不足,这导致它的外观较容易刮花,但其强度和韧性很好,无论是重压还是一般的摔打,它都有足够长寿。
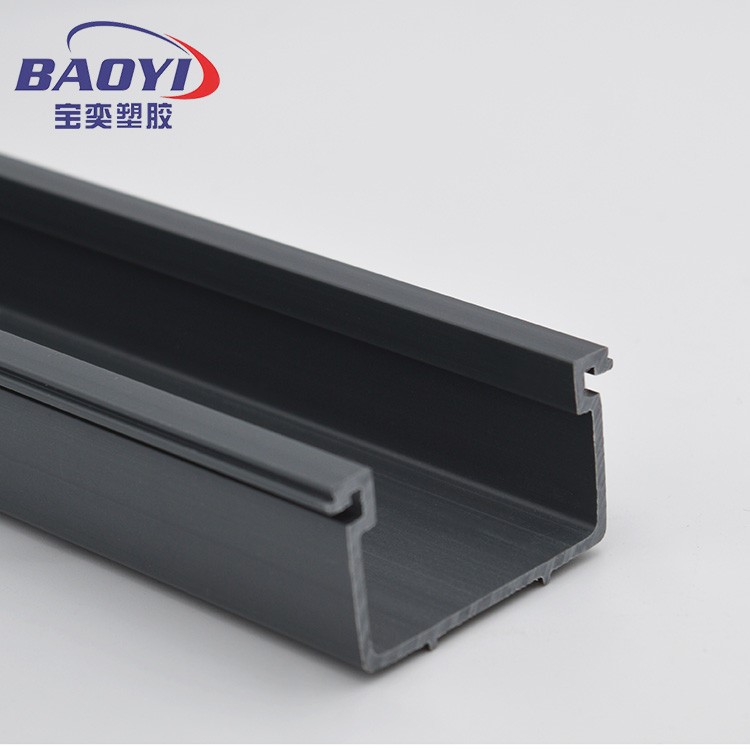
经过长时间的观察对比,得到颗粒的最大密度和最大程度的凝胶化,热混温度应控制在115℃左右,混料时间每次在8-10min,加料量为混料机容积的60%左右,这样的效果是较理想的。冬季时,可将混料机转速调高一些;夏季时,宜将混料机转速调低一些。通过这样的调整,可保证工作效率,控制好混料时间。要得到满意的PVC物料塑化质量,螺杆、机筒的加工精度及装配精度也是很重要的因素。高的装配精度配合优化的挤出工艺,才能较好地保证质量。因此,要定期检测螺杆、机筒的轴向间隙和径向间隙,不符合规定时要及时调整。
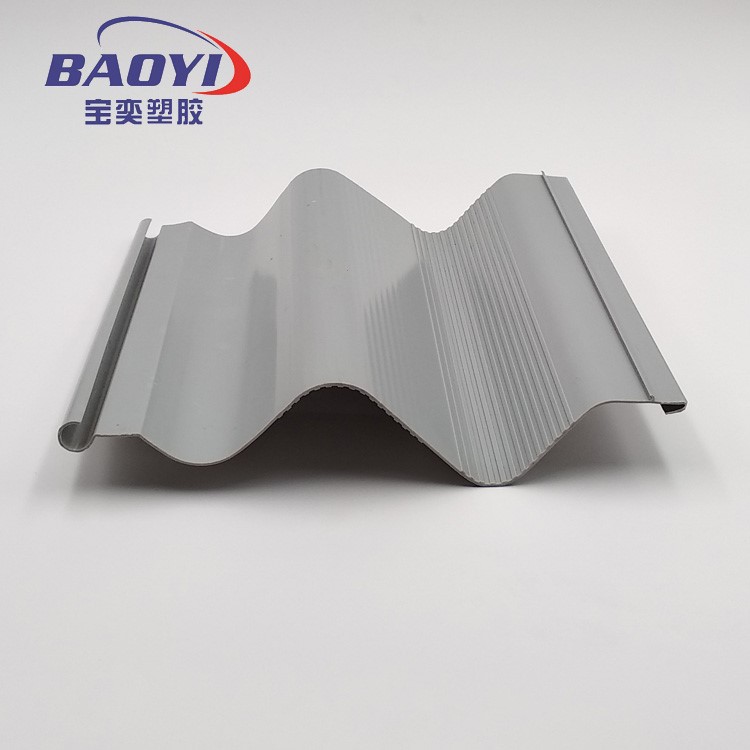
塑胶PVC软硬共挤在我们的日常生活中可以说是随处可见,好比一些灯饰上、公交商、大商场,甚至一些新时代的家居装修,都可以看到PC灯罩的影子,但是可能大家不知道,其实PVC软硬共挤的应用是非常广泛的,不信那我们就看看以下的介绍:塑胶PVC软硬共挤一般应用在:LED日光灯、LED灯饰、LED灯具、台灯等等。PC灯罩的应用非常广泛的,有很多灯具中都可以用得到,但是一般像非常规的T5/T6/T8/T9/T10等PC灯罩以后,基本上大部份应用的都是异形类PC灯罩,而针对这类PC灯罩,一般需要开模定做,也就是说需要客户提供设计好的图纸给我们,我们才可以根据图纸的尺寸加工定做PC灯罩。

首先,挤出磨砂灯罩的磨砂效果齐全:按灯罩的透光效果鑫辰科技的磨砂材料可以分为透明磨砂、高透磨砂、扩散磨砂及乳白磨砂;按照砂面的效果可分为亚克力细磨砂、中磨砂和粗磨砂,砂面非常均匀;第二,挤出磨砂灯罩的挤出生产工艺齐全:可以根据客人产品结构的难易程度和砂面效果要求,可以实现水冷真空定型、风冷定型、油冷定型及双层挤出等挤出加工工艺。其中水冷真空定型的生产效率高;风冷定型挤出尺寸效果好;油冷定型挤出加工的砂面最细腻、更有质感;而双层挤出的砂面效果最细腻。第三,磨砂灯罩的品质好:从砂面的质感、耐候和透光性能等参数。

弯曲变形是挤出过程中常见的问题,其原因有:口模出料不均匀;冷却定型时,物料冷却不充分,後收缩量不一致;设备与其他因素。挤出机全线的同心度和水平度是解决PVC型材弯曲变形的前提条件,因此,每当更换模具时都应对挤出机、口模、定型模、水箱等的同心度和水平度进行校正。其中,保证口模出料均匀是解决弯曲的关键,开机前应认真装配口模,各部位间隙要一致,若开机时发现口模出料不均,应依据型坯弯曲变形方向,对应调整口模温度,如调整无效,则应适当提高物料的塑化度。进行辅助调整调节定型模的真空度和冷却系统是解决PVC型材变形的必要手段,应加大型材承受拉伸应力一侧的冷却水量;采用机械偏移中心的方法调整,即一边生产,一边调整定型模中间的定位螺栓,依据型材弯曲方向进行反向微量调整(采用该法时应慎重,且调整量不宜过大)。注重模具的保养是很好的预防措施,应密切关注模具的工作质量,根据实际情况随时对模具进行维护和保养。


