
15年专注塑胶异型材开模定制
PC/PVC/ABS/PP/PE/PMMA/PA塑胶挤出
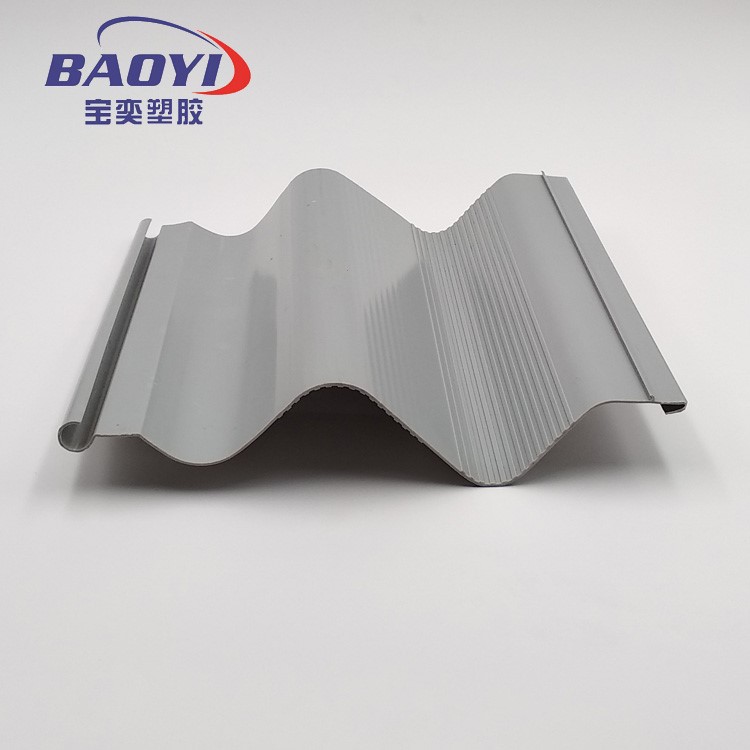
主营:铜塑共挤轨道条,灯罩,型材,异型材
服务热线:
13669818540
13431480540
服务热线:
13669818540
13431480540

联系人:吴奕妮
手 机:13669818540
手 机:13431480540
邮 箱:Janicewu@by3d.cn
网 址:www.baoyisj.com
地 址:广东省东莞市寮步镇石龙坑金园新路37号
的变色介绍:热、氧、光老化变色的主要表现形式是型材泛黄,有个别稳定剂生产厂家在推广宣传其产品时宣称使用他们的产品与同类厂家比,可减少份数、降低成本,其结果虽然也可以生产出表观比较满意的型材,但在废品的回收中、在苛刻的工艺温度要求中,由于其热稳定效率不足,对PVC分子结构的损害又不是肉眼所能观察到的,所以生产时出现以下一些情况:在加工时就发现色泽不统一(如色泽有轻微偏差是允许的);加热变形后型材明显黄变;加热后状态良好,但型材制成门窗时间不长就变灰。正常生产中不发黄,而在后来的成窗制品时发黄。

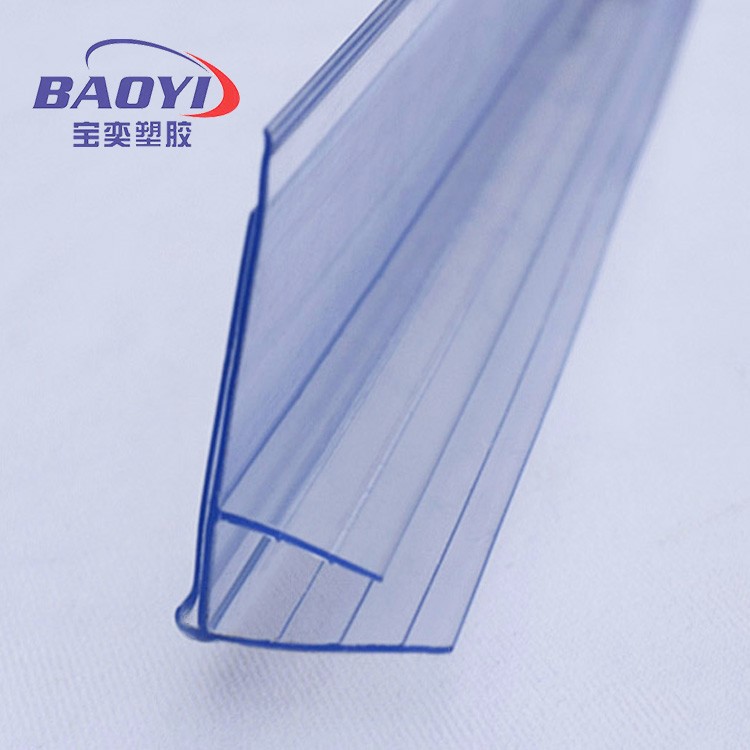
根据经验,宝奕ABS封边条发黄大多是因为口模处出现糊料,其原因是口模流道不合理或流道内局部抛光不好,存在滞料区。而PVC型材出黄线大多是机筒内出现糊料,其原因主要是筛板(或过渡套)之间有死角,物料流动不畅。黄线在宝奕ABS封边条上呈纵向直线,则滞料是在口模出口处;若黄线不直,则主要是在过渡套。配方和原料不变时也出现黄线,则应主要从机械结构上找原因,找到发生分解的起始点并加以排除。如从机械结构上找不到原因,则应考虑是配方或工艺方面存在问题。避免降解的措施有以下几个方面:严格控制原材料的技术指标,要使用合格的原料;制定合理的成型工艺条件,在该条件下PVC物料不易降解;成型设备和模具应结构良好,要消除设备与物料接触面可能存在的死角或缝隙;流道应为流线型,长短适宜;应改善加热装置,提高温度显示装置的灵敏度及冷却系统的效率。

加工树脂与助剂混合的均匀程度及混合料表观密度的大小都会对PVC冲击强度产生较大影响。加工温度有一定的范围,温度过高,PVC易分解;温度过低,PVC塑化不充分,各种组分分散不均还会导致脆性增大。主机转速反映挤出机对PVC的剪切作用,转速过大,剪切力增大,会降低制品的低温性能和焊角强度。成型压力高有利於提高型材的力学性能,尤其是低温冲击强度。型材成型冷却作用是将拉伸的大分子链及时冷却定型,达到制品要求。缓慢的冷却可以使大分子链有足够的时间舒展,这样内应力小,可减轻制品的翘曲、弯曲和收缩,从而提高制品的冲击强度和焊接角破坏力。
的灯罩非常的轻,它的密度小于玻璃,在使用的时候不容易破碎,进口的原料制作成的灯罩用5-10年基本不变色,它的颜色也是多样的,可以在很多的恶劣环境下使用,可以抗强风和冰雪的冲击,非常的好用,这种产品通常是用在户外的,在大型广场、主要干道、中心公园、景观用灯,这些都是可以首选的。缺点:这种产品的柔韧性不好,完全透明的PC塑料灯罩会在光源的中心造成眩目或刺眼的弦光,PC热变形温度90度,采用PC灯罩时往往必须考虑增加光源和灯罩的距离或是降低光源的输出功率。


