
15年专注塑胶异型材开模定制
PC/PVC/ABS/PP/PE/PMMA/PA塑胶挤出
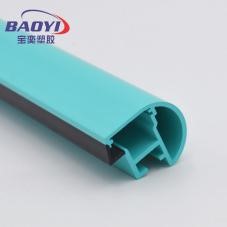
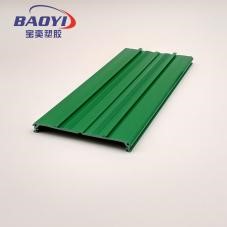
主营:铜塑共挤轨道条,灯罩,型材,异型材
服务热线:
13669818540
13431480540
服务热线:
13669818540
13431480540

联系人:吴奕妮
手 机:13669818540
手 机:13431480540
邮 箱:Janicewu@by3d.cn
网 址:www.baoyisj.com
地 址:广东省东莞市寮步镇石龙坑金园新路37号
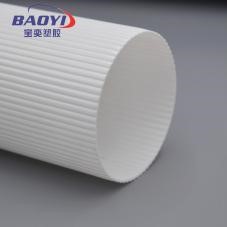
挤出磨砂灯罩的磨砂效果齐全:按灯罩的透光效果鑫辰科技的磨砂材料可以分为透明磨砂、高透磨砂、扩散磨砂及乳白磨砂;按照砂面的效果可分为亚克力细磨砂、中磨砂和粗磨砂,砂面非常均匀;挤出磨砂灯罩的挤出生产工艺齐全:可以根据客人产品结构的难易程度和砂面效果要求,可以实现水冷真空定型、风冷定型、油冷定型及双层挤出等挤出加工工艺。其中水冷真空定型的生产效率高;风冷定型挤出尺寸效果好;油冷定型挤出加工的砂面最细腻、更有质感;而双层挤出的砂面效果最细腻。
挤出的工艺过程介绍:材料混合好之后就是进行挤出了,把混合料直接进行挤出,这个过程使用的是双螺杆挤出机,这种机器有锥形和平行双螺杆挤出机两种,不过我们平常使用的就是平行双螺杆挤出机。机器的挤出的过程中有4个阶段,首先,先进行加料,之后进行塑化,混合料在这个过程受到剪切和压力等作用就会塑化,覆盖在螺杆上面。之后进行排气,真空环境中把物料中的水分和气体排除。最后就是均化了。把已经塑化了的物料在稳定的熔度,均匀的温度下进一步均匀塑化。
在中,的混料过程说明,这个工作是后面挤出的基础,因此也是重中之重的步骤。混料包括几个小的步骤分别是,配料,热混,冷混以及废料的回收。配料的过程一定要谨慎,不同的配料采用不同的称量器材称量,但是一定要按照配方所要求的剂量,绝对不能多也不能少。至于热混和冷混的过程,主要的就是要注意把握好温度,不然就容易成液体,达不到理想的效果。最后就是废物的利用了,因为废物再次利用,所以在三次分捡的时候都要注意认真,因为不同次数检出来的废料利用不同。
塑胶型材挤出制品生产的一般过程如下: 配方设计购料-→主辅料配混(混料机)购料-→挤出加工(挤出机)连续 -→ 冷却定型(模具、定型台)连续 →牵引计长、切割(牵引切割机)连续 -→ 翻料检验、入库贮运-→组装、焊接等(组装、焊接等设备)检验-→ 贮运 最终用户制品在以上生产工艺过程中,生产工艺只包括配方设计、主辅料的配混、挤出加工、冷却定型、牵引计长切割及贴膜打印与翻料过程。挤出生产的最终还需组装 、加工、焊接等若干专用工序处理才能作为门窗等最终制品进行应用。因而从异型材的应用 角度而言,塑胶型材挤出的生产类似于木制品的半成品材料生产(伐木后对木材的锯解保 存处理)。从以上异型材生产工艺的一般要求同样也说明了对异型材生产装备的功能要求和 技术路线,即在配方设计(反复实验)和物料配混工序完成后,异型材挤出装备必须连续和全 自动的完成上料、塑化、排气、挤出、成型、冷却定型、牵引、计长切割、堆料的全过程。 而要连续高效的完成每一步工序并最终生产出合乎标准的异型材,其中涉及的技术关联程度 是相当高的,装备技术与加工对象具体工艺要求的科学匹配往往成为目前挤出技术工作中最 具体实践意义的工作。与切削加工无机金属材料的机床不同,作为对有机高分子聚合物(塑 料异型材)成型加工的异型材装备,其异型材的性能特性和成型精度不仅与装备精度有关, 更与加工对象的物性和加工的各种历程(热历程、流变历程、相变历程等)及其匹配程度有关。因此,从装备技术的创新发展和异型材生产工艺的更深入研究两方面的提高将推动异型材 挤出技术向更高层次飞跃。

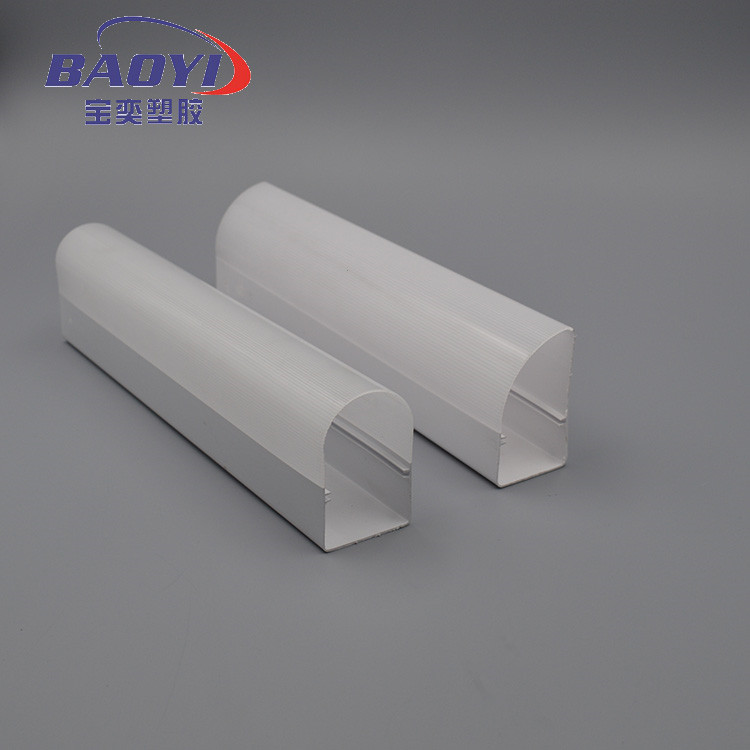
的简单介绍:顾名思义就是,塑料制品的横截面并不是圆形,而是其他形状的塑料制品。的生产工艺大体上可以分为混料和挤出两个部分。这两个部分的工作决定了以后的异型材使用质量的好坏。而这两个大的部分里面又包含有4个小的项目,分别是配方质量,工艺质量,外观质量和理化指标。尤其是配方和工艺质量两个项目是最基础的工作,他为以后的生产技术和工作打下基础。东莞宝奕塑胶制品有限公司一直秉持“创造高质量,服务社会”的企业精神,以优异的品质和完善的服务为您的产品增添更加美好的效果和市场竞争力。我们将不断创新,本着稳健发展的竞争精神,同时也以优质的产品和服务与各界朋友携手合作,共创辉煌!
今天小编来给大家详细的介绍一下优质挤塑型材的制作流程步骤,如下;首先,电脑模具设计:拿到客户订单后,根据其要求,先通过电脑绘图等将模具图设计出来。在后期,我们将以此模具图来生产,并用该模具来制作吹塑泡壳产品。第二,模具的打样:在客户确认好产品模具样图后,生产部门就会根据此样图来进行模具生产,我们可根据产品制作的复杂程度来选择合适的模具材料。第三,模具的生产:在挤塑型材样品被客户确认后,我们就开始根据订单量来制作模具数量。在模具制作过程中,我们需特别注意各项因素的把控,确保整个模具厚度分布的均匀完整。第四,吹塑泡壳的成型:在完成模具生产后,我们可结合专用的生产设备,来进行吹塑泡壳产品的成型制作。在生产环节,需特别注意温度、力度、材料等的把控,防止出现产品成型后形状不对或厚度不对等情况。第五,分检包装:对于已经制作完成的吹塑泡壳产品,还需经过最后的检验环节。在这个环节,主要是对产品的质量进行把关。检查内容主要包括:产品成型效果、泡壳拉线情况、是否有气泡、是否有划痕、表面是否光滑等。只有检测合格的产品,才会正式投入包装使用。


