
15年专注塑胶异型材开模定制
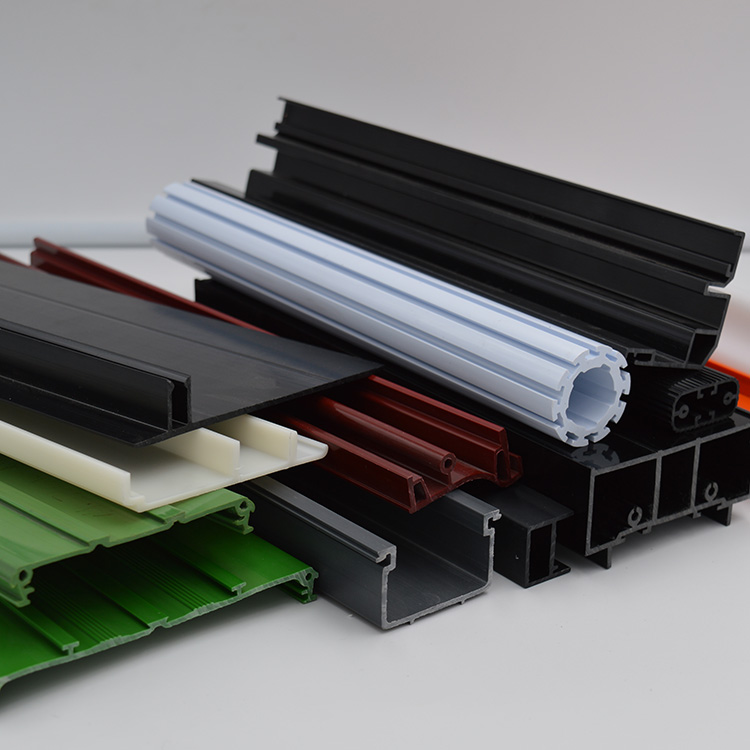
PC/PVC/ABS/PP/PE/PMMA/PA塑胶挤出
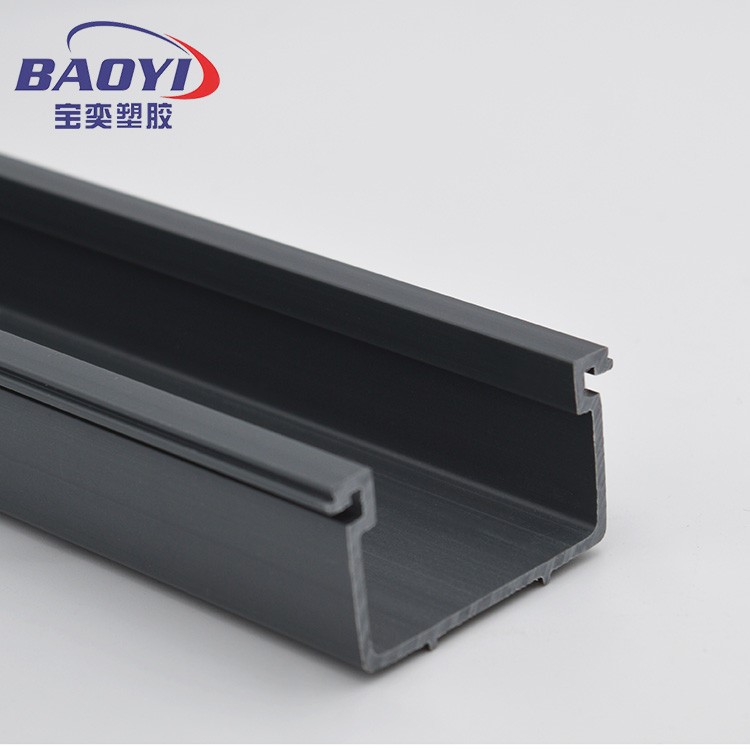
主营:铜塑共挤轨道条,灯罩,型材,异型材
服务热线:
13669818540
13431480540
服务热线:
13669818540
13431480540

联系人:吴奕妮
手 机:13669818540
手 机:13431480540
邮 箱:Janicewu@by3d.cn
网 址:www.baoyisj.com
地 址:广东省东莞市寮步镇石龙坑金园新路37号
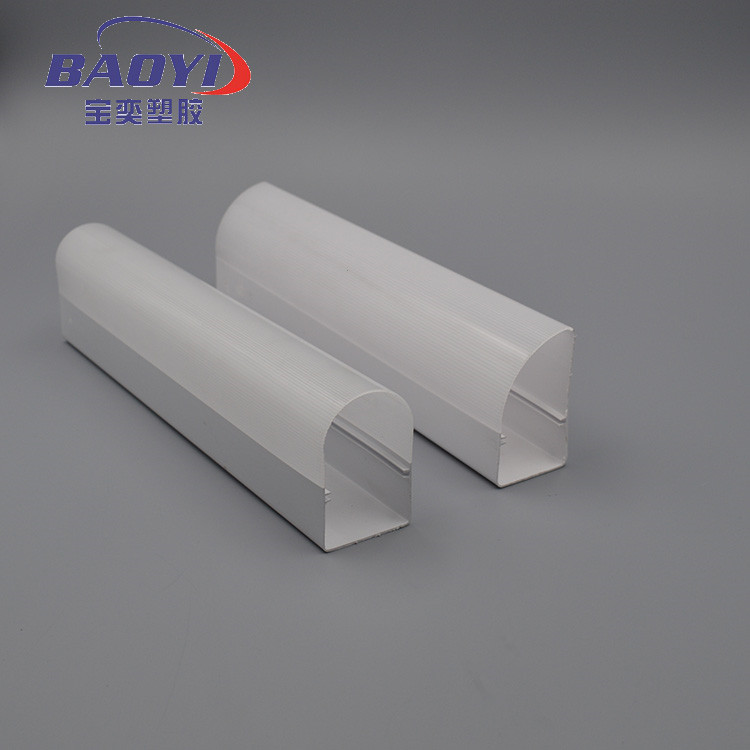
在现实生活中有很多场景,都有会LED射灯,例如酒店、展厅、会所、酒吧、餐厅等都可以看到,而其中重要的灯具配件就是轨道条,本司专业生产各种射灯灯具PVC轨道条、ABS导轨条等,下面小编对LEC射灯四线轨道条的应用进行简单说明;四线导轨其实含五根线:三根火线,一根零线,一根地线,三根火线分别组成一个回路,可三个开关分别控制一个回路,配合导轨灯头上的4个档位,所以可以达到一根导轨上装三个灯,根据需要,按不同的开关,不同的灯亮。有轨道射灯的地方就需要轨道条。广泛用于商场(服装店、家具店等品牌专卖店)、汽车展示、珠宝首饰、星级酒店、品牌服装、高档会所、博文物展馆、连锁商场、品牌营业厅、专业橱窗、柜台等重点照明场所,是射灯重要配件。我公司集研发生产,加工,销售一体的。公司专注生产:,pvc型材,pc灯罩,轨道条配件,轨道灯导轨条,耗型材, LED灯具配件,筒灯配件等灯饰挤压配件,我公司有多年专业经验,服务过数十家知名企业,欢迎来电咨询。

经过长时间的观察对比,得到颗粒的最大密度和最大程度的凝胶化,热混温度应控制在115℃左右,混料时间每次在8-10min,加料量为混料机容积的60%左右,这样的效果是较理想的。冬季时,可将混料机转速调高一些;夏季时,宜将混料机转速调低一些。通过这样的调整,可保证工作效率,控制好混料时间。要得到满意的PVC物料塑化质量,螺杆、机筒的加工精度及装配精度也是很重要的因素。高的装配精度配合优化的挤出工艺,才能较好地保证质量。因此,要定期检测螺杆、机筒的轴向间隙和径向间隙,不符合规定时要及时调整。

加工树脂与助剂混合的均匀程度及混合料表观密度的大小都会对PVC冲击强度产生较大影响。加工温度有一定的范围,温度过高,PVC易分解;温度过低,PVC塑化不充分,各种组分分散不均还会导致脆性增大。主机转速反映挤出机对PVC的剪切作用,转速过大,剪切力增大,会降低制品的低温性能和焊角强度。成型压力高有利於提高型材的力学性能,尤其是低温冲击强度。型材成型冷却作用是将拉伸的大分子链及时冷却定型,达到制品要求。缓慢的冷却可以使大分子链有足够的时间舒展,这样内应力小,可减轻制品的翘曲、弯曲和收缩,从而提高制品的冲击强度和焊接角破坏力。
在中,的混料过程说明,这个工作是后面挤出的基础,因此也是重中之重的步骤。混料包括几个小的步骤分别是,配料,热混,冷混以及废料的回收。配料的过程一定要谨慎,不同的配料采用不同的称量器材称量,但是一定要按照配方所要求的剂量,绝对不能多也不能少。至于热混和冷混的过程,主要的就是要注意把握好温度,不然就容易成液体,达不到理想的效果。最后就是废物的利用了,因为废物再次利用,所以在三次分捡的时候都要注意认真,因为不同次数检出来的废料利用不同。
优质pvc轨道条弯曲变形是挤出过程中常见的问题,其原因有:口模出料不均匀;冷却定型时,物料冷却不充分,後收缩量不一致;设备与其他因素。挤出机全线的同心度和水平度是解决PVC型材弯曲变形的前提条件,因此,每当更换模具时都应对挤出机、口模、定型模、水箱等的同心度和水平度进行校正。其中,保证口模出料均匀是解决优质pvc轨道条弯曲的关键,开机前应认真装配口模,各部位间隙要一致,若开机时发现口模出料不均,应依据型坯弯曲变形方向,对应调整口模温度,如调整无效,则应适当提高物料的塑化度。进行辅助调整调节定型模的真空度和冷却系统是解决PVC型材变形的必要手段,应加大型材承受拉伸应力一侧的冷却水量;采用机械偏移中心的方法调整,即一边生产,一边调整定型模中间的定位螺栓,依据型材弯曲方向进行反向微量调整(采用该法时应慎重,且调整量不宜过大)。注重模具的保养是很好的预防措施,应密切关注模具的工作质量,根据实际情况随时对模具进行维护和保养。


