
15年专注塑胶异型材开模定制
PC/PVC/ABS/PP/PE/PMMA/PA塑胶挤出
主营:铜塑共挤轨道条,灯罩,型材,异型材
服务热线:
13669818540
13431480540
服务热线:
13669818540
13431480540

联系人:吴奕妮
手 机:13669818540
手 机:13431480540
邮 箱:Janicewu@by3d.cn
网 址:www.baoyisj.com
地 址:广东省东莞市寮步镇石龙坑金园新路37号

大鹏新区pc灯罩厂家的变色介绍:热、氧、光老化变色的主要表现形式是型材泛黄,有个别稳定剂生产厂家在推广宣传其产品时宣称使用他们的产品与同类厂家比,可减少份数、降低成本,其结果虽然也可以生产出表观比较满意的型材,但在废品的回收中、在苛刻的工艺温度要求中,由于其热稳定效率不足,对PVC分子结构的损害又不是肉眼所能观察到的,所以生产时出现以下一些情况:pc灯罩厂家在加工时就发现色泽不统一(如色泽有轻微偏差是允许的);加热变形后型材明显黄变;加热后状态良好,但型材制成门窗时间不长就变灰。正常生产中不发黄,而在后来的成窗制品时发黄。
塑胶型材挤出制品生产的一般过程如下: 配方设计购料-→主辅料配混(混料机)购料-→挤出加工(挤出机)连续 -→ 冷却定型(模具、定型台)连续 →牵引计长、切割(牵引切割机)连续 -→ 翻料检验、入库贮运-→组装、焊接等(组装、焊接等设备)检验-→ 贮运 最终用户制品在以上生产工艺过程中,生产工艺只包括配方设计、主辅料的配混、挤出加工、冷却定型、牵引计长切割及贴膜打印与翻料过程。挤出生产的最终还需组装 、加工、焊接等若干专用工序处理才能作为门窗等最终制品进行应用。因而从异型材的应用 角度而言,塑胶型材挤出的生产类似于木制品的半成品材料生产(伐木后对木材的锯解保 存处理)。从以上异型材生产工艺的一般要求同样也说明了对异型材生产装备的功能要求和 技术路线,即在配方设计(反复实验)和物料配混工序完成后,异型材挤出装备必须连续和全 自动的完成上料、塑化、排气、挤出、成型、冷却定型、牵引、计长切割、堆料的全过程。 而要连续高效的完成每一步工序并最终生产出合乎标准的异型材,其中涉及的技术关联程度 是相当高的,装备技术与加工对象具体工艺要求的科学匹配往往成为目前挤出技术工作中最 具体实践意义的工作。与切削加工无机金属材料的机床不同,作为对有机高分子聚合物(塑 料异型材)成型加工的异型材装备,其异型材的性能特性和成型精度不仅与装备精度有关, 更与加工对象的物性和加工的各种历程(热历程、流变历程、相变历程等)及其匹配程度有关。因此,从装备技术的创新发展和异型材生产工艺的更深入研究两方面的提高将推动异型材 挤出技术向更高层次飞跃。
首先,挤出磨砂灯罩的磨砂效果齐全:按灯罩的透光效果鑫辰科技的磨砂材料可以分为透明磨砂、高透磨砂、扩散磨砂及乳白磨砂;按照砂面的效果可分为亚克力细磨砂、中磨砂和粗磨砂,砂面非常均匀;第二,挤出磨砂灯罩的挤出生产工艺齐全:可以根据客人产品结构的难易程度和砂面效果要求,可以实现水冷真空定型、风冷定型、油冷定型及双层挤出等挤出加工工艺。其中水冷真空定型的生产效率高;风冷定型挤出尺寸效果好;油冷定型挤出加工的砂面最细腻、更有质感;而双层挤出的砂面效果最细腻。第三,磨砂灯罩的品质好:从砂面的质感、耐候和透光性能等参数。
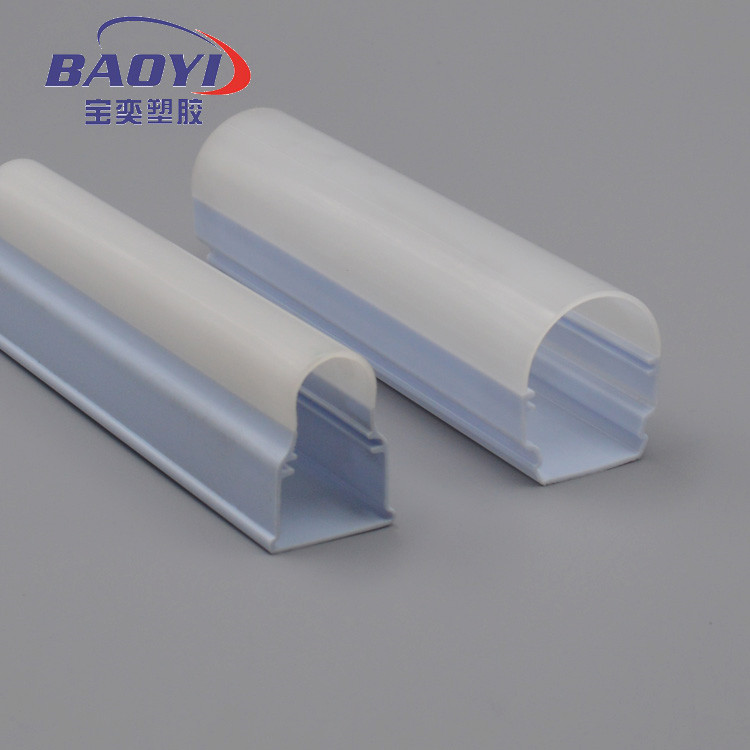
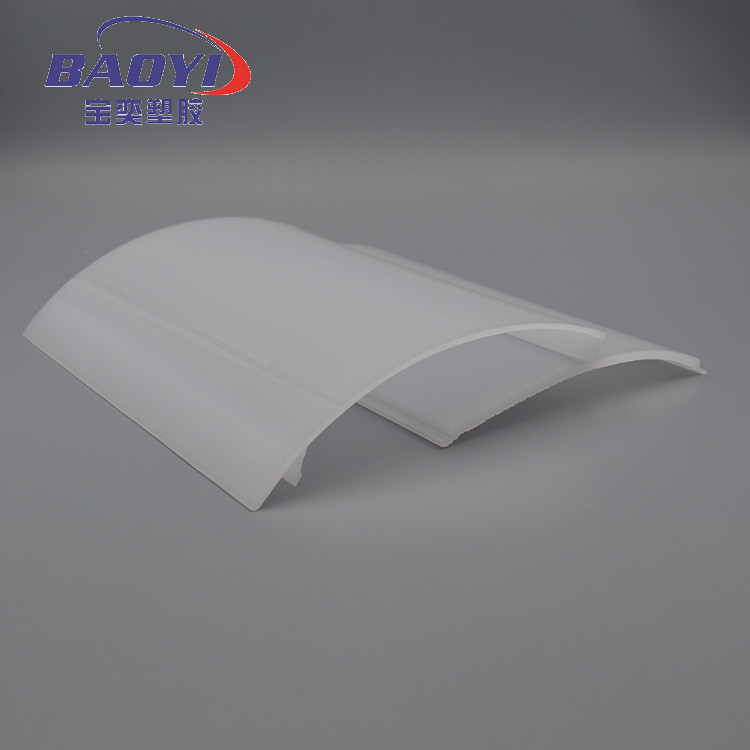
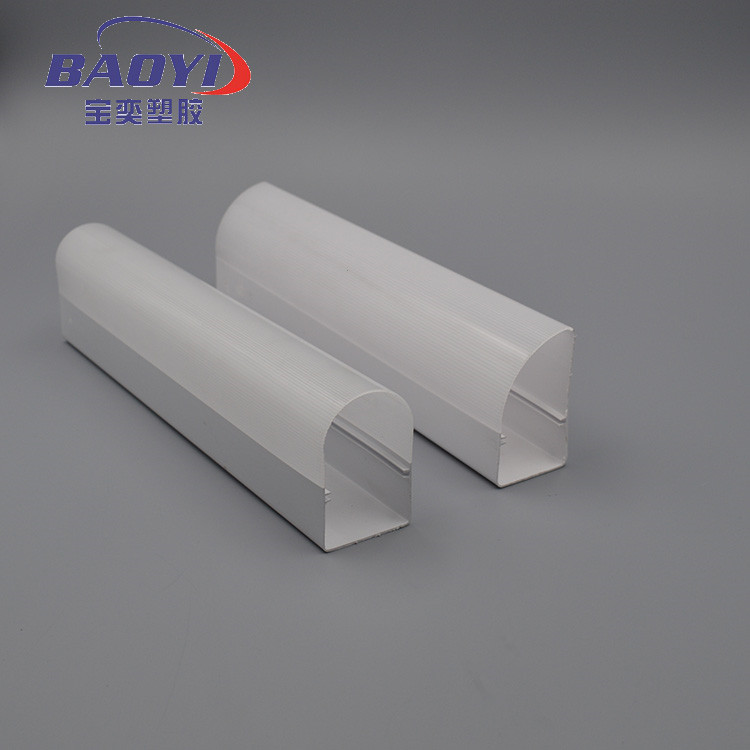
常见的3种颜色;乳白色:乳白PC异型材又有客户叫扩散灯罩,其优点:具有高透光、高扩散、无眩光、无光影;透明色:光源隐蔽性极佳(有效调整扩散率和透光率,在看不到灯珠的前提下透光率达到峰值);透光率达到94%以上。双色:异型的全塑管,可以做成双色的,其效果就是能减少暗区,一般是底部白色,发光面部份扩散或是透明。作为灯罩产品的特点优势;具有高透光、高扩散、无眩光、无光影;光源隐蔽性极佳(有效调整扩散率和透光率,在看不到灯珠的前提下透光率达到峰值);透光率达到94%;具有高阻燃性;具有高抗冲击强度;适合于LED灯泡的使用;实现将点光源发光转成球面发光。
标价条有很多种类,一般是商店士多,超市,商场比较多,其中又区分有货架标价条和单品标价牌,标价条主要是放置于超市货架标价条,标价牌则是单独防止于商品上,下面小编简单的对标价条进行介绍,如下标价条可以很好的展示超市,仓库陈列产品的价格和种类,专业生产双卡式标价条,双卡带档式标价条,背卡式标价条,前栏背卡式标价条,单卡式标价条,新背卡式双档标价条,网架卡式标价条,牙嘴卡式标价条,普通粘贴式标价条,带角粘贴式标价条,直角粘贴式标价条,斜边粘贴式标价条,弧形粘贴式标价条,内嵌式标价条,圆弧嵌式标价条,三档式货架标价条,二档式货架标价条,鱼嘴玻璃式标价条,中间鱼嘴玻璃卡标价条,斜口玻璃式标价条,挂钩式标价条,挂式标价条,吊牌等上千种产品。现在设计研究了针对化妆品展柜的独特展示的,亚克力(PMMA),、PETG挤出展示条,更加具有实用性。
可注塑、挤出、模压、吹塑、热成型、印刷、粘接、涂覆和机加工,最重要的加工方法是注塑。成型之前必须预干燥,水分含量应低于0.02%,微量水份在高温下加工会使制品产生白浊色泽,银丝和气泡,PC在室温下具有相当大的强迫高弹形变能力。冲击韧性高,因此可进行冷压,冷拉,冷辊压等冷成型加工。挤出用PC分子量应大于3万,要采用渐变压缩型螺杆,长径比1:18~24,压缩比1:2.5,可采用挤出吹塑,注-吹、注-拉-吹法成型高质量,高透明瓶子。PC合金种类繁多,改进PC熔体粘度大(加工性)和制品易应力开裂等缺陷, PC与不同形成合金或共混物,提高材料性能。具体有PC/ABS合金,PC/ASA合金、 PC/PBT合金、PC/PET合金、PC/PET/弹性体共混物、PC/MBS共混物、PC/PTFE合金、PC/PA合金等,利有两种材料性能优点,并降低成本,如PC/ABS合金中,PC主要贡献高耐热性,较好的韧性和冲击强度,高强度、阻燃性, ABS则能改进可成型性,表观质量,降低密度。


