
15年专注塑胶异型材开模定制
PC/PVC/ABS/PP/PE/PMMA/PA塑胶挤出
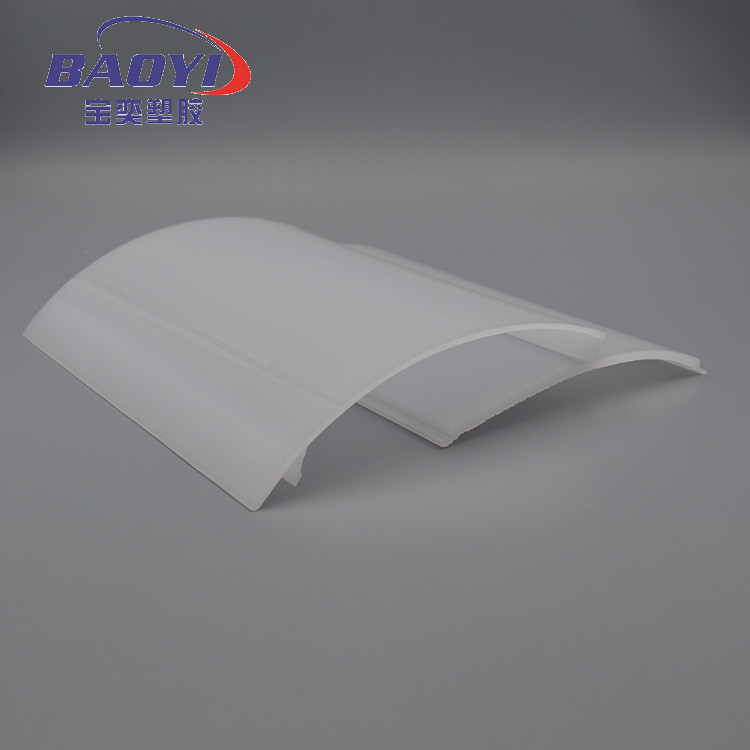
主营:铜塑共挤轨道条,灯罩,型材,异型材
服务热线:
13669818540
13431480540
服务热线:
13669818540
13431480540

联系人:吴奕妮
手 机:13669818540
手 机:13431480540
邮 箱:Janicewu@by3d.cn
网 址:www.baoyisj.com
地 址:广东省东莞市寮步镇石龙坑金园新路37号
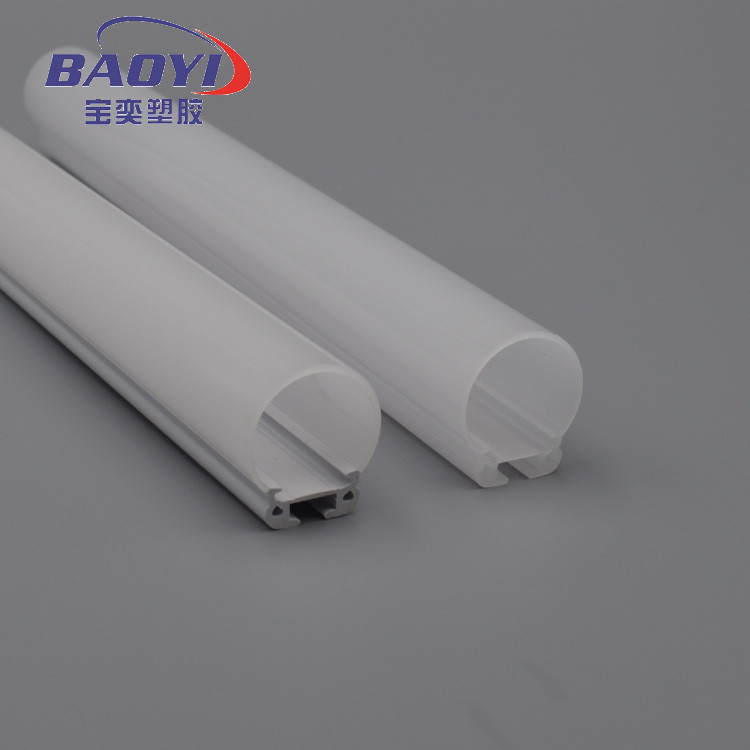
东莞宝奕塑胶制品有限公司成立于2009年,是集研发,生产,加工,销售于一体的专业塑料挤出型材厂家。我们专注于各种塑料挤出型材产品及模具的开发和生产。目前主要的产品有:Led铜塑一体轨道条、、PA、、PE、TPE、TPR、TPU等塑料挤出型材。例如: PBC线形Redi - Rail (PC / PVC / ABS和铜共挤)、橱柜灯灯罩、商业照明长条灯罩、建筑型材、行李箱边条、塑料标签支架等,我们苦心经营,从最初的一条生产挤出设备、厂房面积200余平方米,发展到现在20条精良生产设备、厂房面积5000余平方米 、员工人数近50名. 这10年来,我们一直致力于产品技术革新,设备更新优化,员工专业技术培训,在挤塑行业中有较高的知名度和美誉度,得到广大客户及同行的认可和好评。
进行辅助调整调节定型模的真空度和冷却系统是解决变形的必要手段,应加大型材承受拉伸应力一侧的冷却水量;采用机械偏移中心的方法调整,即一边生产,一边调整定型模中间的定位螺栓,依据型材弯曲方向进行反向微量调整(采用该法时应慎重,且调整量不宜过大)。注重模具的保养是很好的预防措施,应密切关注模具的工作质量,根据实际情况随时对模具进行维护和保养。挤出机全线的同心度和水平度是解决弯曲变形的前提条件,因此,每当更换模具时都应对挤出机、口模、定型模、水箱等的同心度和水平度进行校正。其中,保证口模出料均匀是解决PVC型材弯曲的关键,开机前应认真装配口模,各部位间隙要一致,若开机时发现口模出料不均,应依据型坯弯曲变形方向,对应调整口模温度,如调整无效,则应适当提高物料的塑化度。

可注塑、挤出、模压、吹塑、热成型、印刷、粘接、涂覆和机加工,最重要的加工方法是注塑。成型之前必须预干燥,水分含量应低于0.02%,微量水份在高温下加工会使制品产生白浊色泽,银丝和气泡,PC在室温下具有相当大的强迫高弹形变能力。冲击韧性高,因此可进行冷压,冷拉,冷辊压等冷成型加工。挤出用PC分子量应大于3万,要采用渐变压缩型螺杆,长径比1:18~24,压缩比1:2.5,可采用挤出吹塑,注-吹、注-拉-吹法成型高质量,高透明瓶子。PC合金种类繁多,改进PC熔体粘度大(加工性)和制品易应力开裂等缺陷, PC与不同形成合金或共混物,提高材料性能。具体有PC/ABS合金,PC/ASA合金、 PC/PBT合金、PC/PET合金、PC/PET/弹性体共混物、PC/MBS共混物、PC/PTFE合金、PC/PA合金等,利有两种材料性能优点,并降低成本,如PC/ABS合金中,PC主要贡献高耐热性,较好的韧性和冲击强度,高强度、阻燃性, ABS则能改进可成型性,表观质量,降低密度。

唐山PVC软硬共挤挤出的工艺过程介绍:材料混合好之后就是进行挤出了,把混合料直接进行宝奕PVC软硬共挤挤出,这个过程使用的是双螺杆挤出机,这种机器有锥形和平行双螺杆挤出机两种,不过我们平常使用的就是平行双螺杆挤出机。机器的挤出的过程中有4个阶段,首先,先进行加料,之后进行塑化,混合料在这个过程受到剪切和压力等作用就会塑化,覆盖在螺杆上面。之后进行排气,真空环境中把物料中的水分和气体排除。最后就是均化了。把已经塑化了的物料在稳定的熔度,均匀的温度下进一步均匀塑化。


