
15年专注塑胶异型材开模定制
PC/PVC/ABS/PP/PE/PMMA/PA塑胶挤出
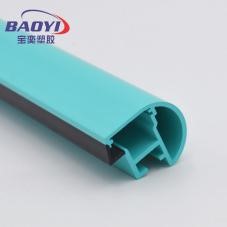
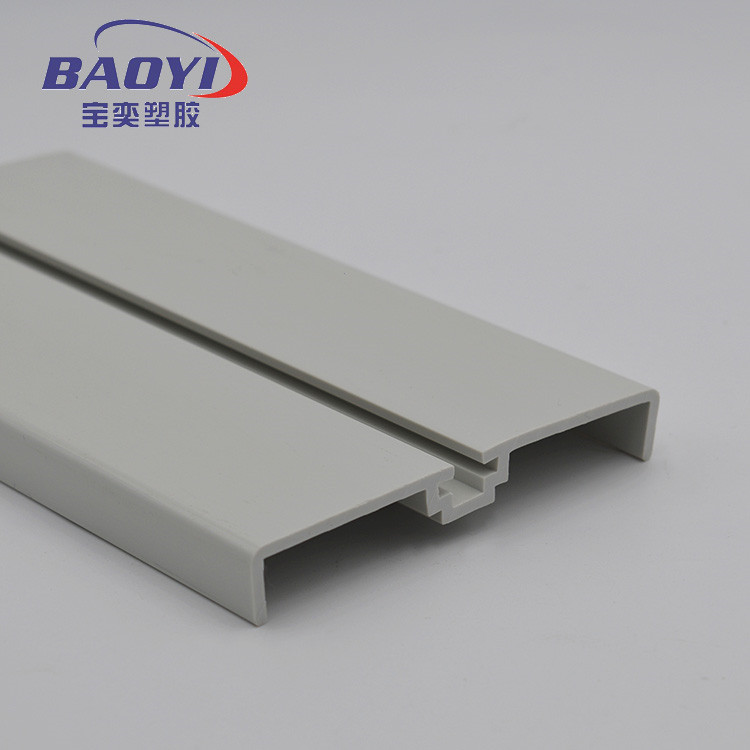
主营:铜塑共挤轨道条,灯罩,型材,异型材
服务热线:
13669818540
13431480540
服务热线:
13669818540
13431480540

联系人:吴奕妮
手 机:13669818540
手 机:13431480540
邮 箱:Janicewu@by3d.cn
网 址:www.baoyisj.com
地 址:广东省东莞市寮步镇石龙坑金园新路37号

今天小编来给大家详细的介绍一下宝奕ABS轨道条的制作流程步骤,如下;首先,电脑模具设计:拿到客户订单后,根据其要求,先通过电脑绘图等将模具图设计出来。在后期,我们将以此模具图来生产,并用该模具来制作吹塑泡壳产品。第二,模具的打样:在客户确认好产品模具样图后,生产部门就会根据此样图来进行模具生产,我们可根据产品制作的复杂程度来选择合适的模具材料。第三,模具的生产:在ABS轨道条样品被客户确认后,我们就开始根据订单量来制作模具数量。在模具制作过程中,我们需特别注意各项因素的把控,确保整个模具厚度分布的均匀完整。第四,吹塑泡壳的成型:在完成模具生产后,我们可结合专用的生产设备,来进行吹塑泡壳产品的成型制作。在生产环节,需特别注意温度、力度、材料等的把控,防止出现产品成型后形状不对或厚度不对等情况。第五,分检包装:对于已经制作完成的吹塑泡壳产品,还需经过最后的检验环节。在这个环节,主要是对产品的质量进行把关。检查内容主要包括:产品成型效果、泡壳拉线情况、是否有气泡、是否有划痕、表面是否光滑等。只有检测合格的产品,才会正式投入包装使用。
制作流程步骤介绍:首先,电脑模具设计,拿到客户订单后,根据其要求,先通过电脑绘图等将模具图设计出来。在后期,我们将以此模具图来生产,并用该模具来制作吹塑泡壳产品。第二,模具的打样,在客户确认好产品模具样图后,生产部门就会根据此样图来进行模具生产,我们可根据产品制作的复杂程度来选择合适的模具材料。第三,模具的生产,在样品被客户确认后,我们就开始根据订单量来制作模具数量。在模具制作过程中,我们需特别注意各项因素的把控,确保整个模具厚度分布的均匀完整。第四,吹塑泡壳的成型,在完成模具生产后,我们可结合专用的生产设备,来进行吹塑泡壳产品的成型制作。在生产环节,需特别注意温度、力度、材料等的把控,防止出现产品成型后形状不对或厚度不对等情况。第五,分检包装,对于已经制作完成的吹塑泡壳产品,还需经过最后的检验环节。在这个环节,主要是对的质量进行把关。检查内容主要包括:产品成型效果、泡壳拉线情况、是否有气泡、是否有划痕、表面是否光滑等。只有检测合格的产品,才会正式投入包装使用。

常见的3种颜色;乳白色:乳白PC异型材又有客户叫扩散灯罩,其优点:具有高透光、高扩散、无眩光、无光影;透明色:光源隐蔽性极佳(有效调整扩散率和透光率,在看不到灯珠的前提下透光率达到峰值);透光率达到94%以上。双色:异型的全塑管,可以做成双色的,其效果就是能减少暗区,一般是底部白色,发光面部份扩散或是透明。作为灯罩产品的特点优势;具有高透光、高扩散、无眩光、无光影;光源隐蔽性极佳(有效调整扩散率和透光率,在看不到灯珠的前提下透光率达到峰值);透光率达到94%;具有高阻燃性;具有高抗冲击强度;适合于LED灯泡的使用;实现将点光源发光转成球面发光。
在中又称挤出成型或挤塑,在橡胶加工中又称压出。是指物料通过挤出机料筒和螺杆间的作用,边受热塑化,边被螺杆向前推送,连续通过机头而制成各种截面制品或半制品的一种加工方法。挤出应用于热塑性塑料和橡胶的加工,可进行配料、造粒、胶料过滤等,可连续化生产,制造各种连续制品如管材、型材、板材(或片材)、薄膜、电线电缆包覆、橡胶轮胎胎面条、内胎胎筒、密封条等,其生产效率高。挤出成型机由挤出装置、传动机构和加热、冷却系统等主要部分组成。挤出机有螺杆式(单螺杆和多螺杆)和柱塞式两种类型。前者的挤出工艺是连续式,后者是间歇式


