
15年专注塑胶异型材开模定制
PC/PVC/ABS/PP/PE/PMMA/PA塑胶挤出
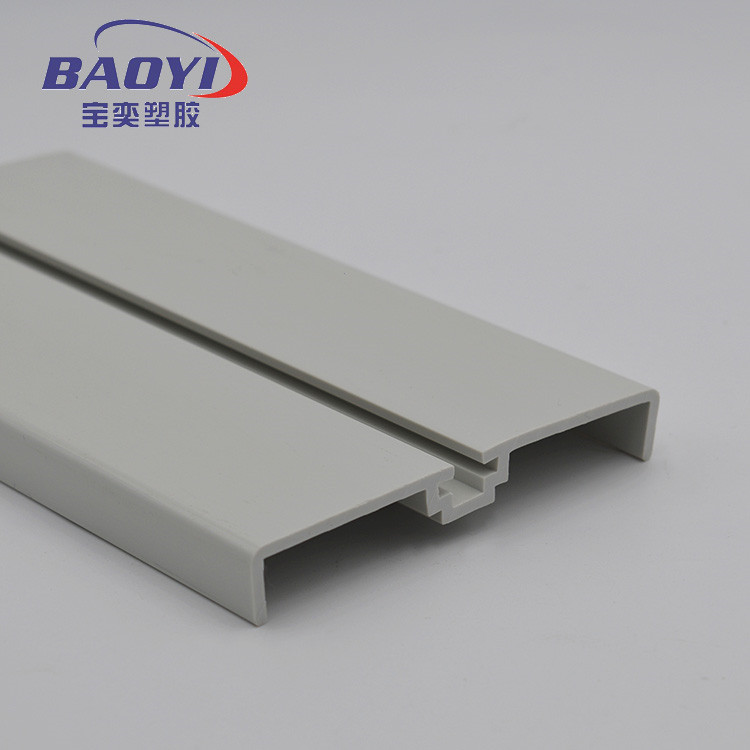
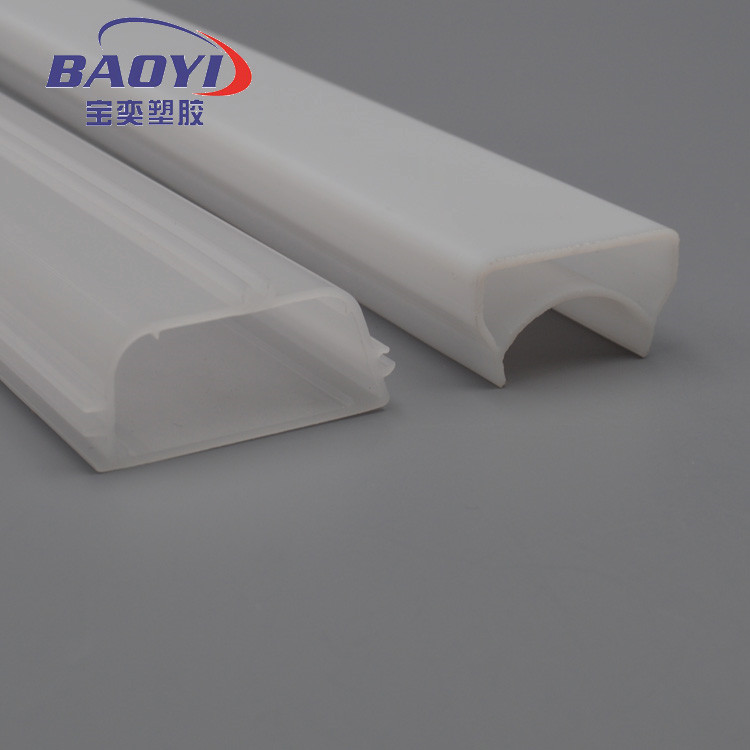
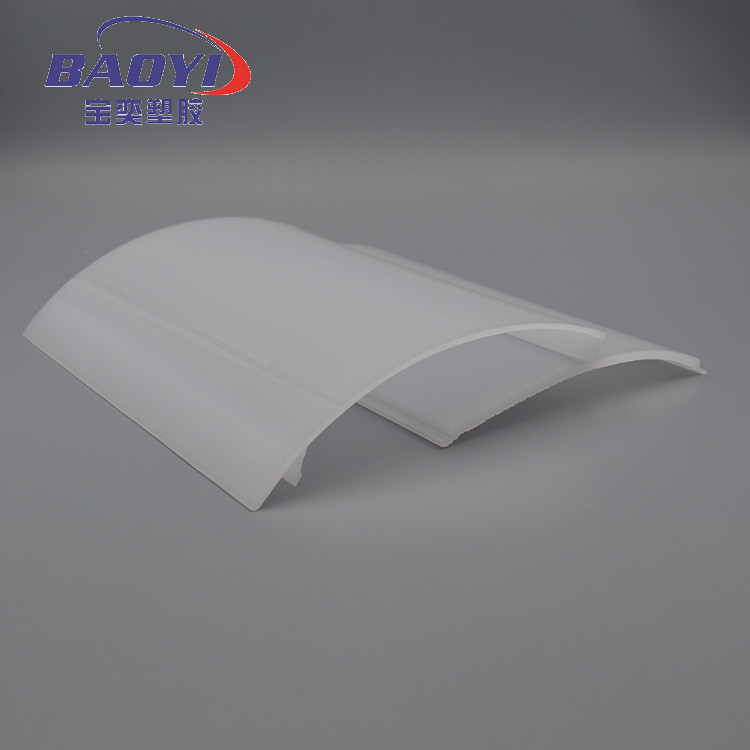
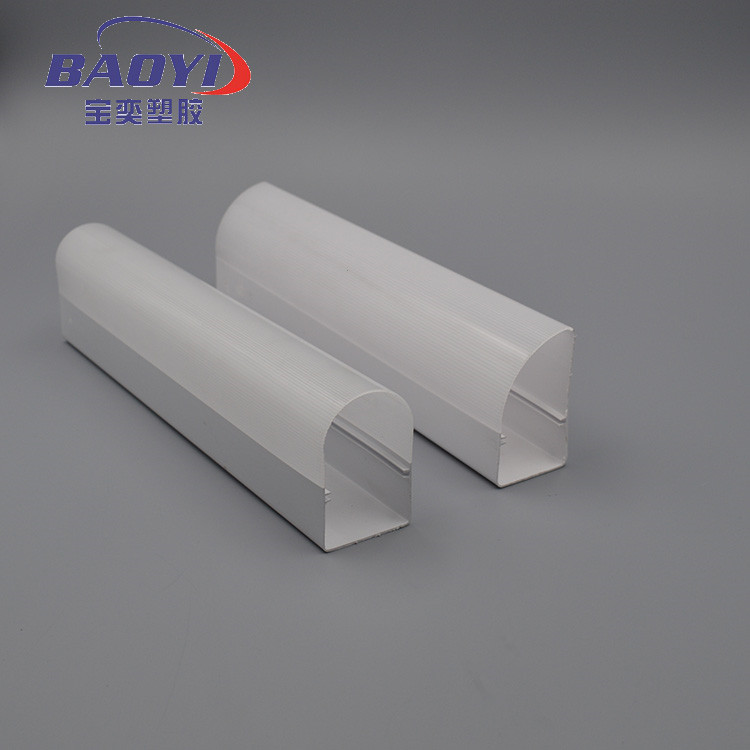
主营:铜塑共挤轨道条,灯罩,型材,异型材
服务热线:
13669818540
13431480540
服务热线:
13669818540
13431480540

联系人:吴奕妮
手 机:13669818540
手 机:13431480540
邮 箱:Janicewu@by3d.cn
网 址:www.baoyisj.com
地 址:广东省东莞市寮步镇石龙坑金园新路37号
挤出的工艺过程介绍:材料混合好之后就是进行挤出了,把混合料直接进行挤出,这个过程使用的是双螺杆挤出机,这种机器有锥形和平行双螺杆挤出机两种,不过我们平常使用的就是平行双螺杆挤出机。机器的挤出的过程中有4个阶段,首先,先进行加料,之后进行塑化,混合料在这个过程受到剪切和压力等作用就会塑化,覆盖在螺杆上面。之后进行排气,真空环境中把物料中的水分和气体排除。最后就是均化了。把已经塑化了的物料在稳定的熔度,均匀的温度下进一步均匀塑化。
制作流程步骤介绍:首先,电脑模具设计,拿到客户订单后,根据其要求,先通过电脑绘图等将模具图设计出来。在后期,我们将以此模具图来生产,并用该模具来制作吹塑泡壳产品。第二,模具的打样,在客户确认好产品模具样图后,生产部门就会根据此样图来进行模具生产,我们可根据产品制作的复杂程度来选择合适的模具材料。第三,模具的生产,在样品被客户确认后,我们就开始根据订单量来制作模具数量。在模具制作过程中,我们需特别注意各项因素的把控,确保整个模具厚度分布的均匀完整。第四,吹塑泡壳的成型,在完成模具生产后,我们可结合专用的生产设备,来进行吹塑泡壳产品的成型制作。在生产环节,需特别注意温度、力度、材料等的把控,防止出现产品成型后形状不对或厚度不对等情况。第五,分检包装,对于已经制作完成的吹塑泡壳产品,还需经过最后的检验环节。在这个环节,主要是对的质量进行把关。检查内容主要包括:产品成型效果、泡壳拉线情况、是否有气泡、是否有划痕、表面是否光滑等。只有检测合格的产品,才会正式投入包装使用。
弯曲变形是挤出过程中常见的问题,其原因有:口模出料不均匀;冷却定型时,物料冷却不充分,後收缩量不一致;设备与其他因素。挤出机全线的同心度和水平度是解决PVC型材弯曲变形的前提条件,因此,每当更换模具时都应对挤出机、口模、定型模、水箱等的同心度和水平度进行校正。其中,保证口模出料均匀是解决弯曲的关键,开机前应认真装配口模,各部位间隙要一致,若开机时发现口模出料不均,应依据型坯弯曲变形方向,对应调整口模温度,如调整无效,则应适当提高物料的塑化度。进行辅助调整调节定型模的真空度和冷却系统是解决PVC型材变形的必要手段,应加大型材承受拉伸应力一侧的冷却水量;采用机械偏移中心的方法调整,即一边生产,一边调整定型模中间的定位螺栓,依据型材弯曲方向进行反向微量调整(采用该法时应慎重,且调整量不宜过大)。注重模具的保养是很好的预防措施,应密切关注模具的工作质量,根据实际情况随时对模具进行维护和保养。
塑胶PVC软硬共挤加工树脂与助剂混合的均匀程度及混合料表观密度的大小都会对PVC冲击强度产生较大影响。塑胶PVC软硬共挤加工温度有一定的范围,温度过高,PVC易分解;温度过低,PVC塑化不充分,各种组分分散不均还会导致脆性增大。主机转速反映挤出机对PVC的剪切作用,转速过大,剪切力增大,会降低制品的低温性能和焊角强度。成型压力高有利於提高型材的力学性能,尤其是低温冲击强度。型材成型冷却作用是将拉伸的大分子链及时冷却定型,达到制品要求。缓慢的冷却可以使大分子链有足够的时间舒展,这样内应力小,可减轻制品的翘曲、弯曲和收缩,从而提高制品的冲击强度和焊接角破坏力。


