
15年专注塑胶异型材开模定制
PC/PVC/ABS/PP/PE/PMMA/PA塑胶挤出
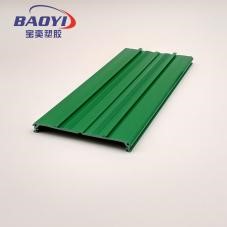
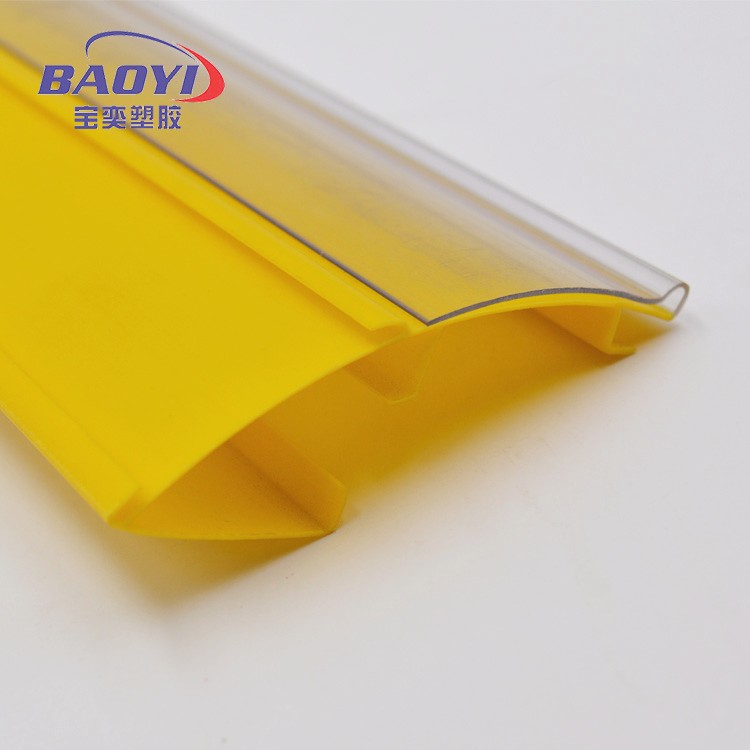
主营:铜塑共挤轨道条,灯罩,型材,异型材
服务热线:
13669818540
13431480540
服务热线:
13669818540
13431480540

联系人:吴奕妮
手 机:13669818540
手 机:13431480540
邮 箱:Janicewu@by3d.cn
网 址:www.baoyisj.com
地 址:广东省东莞市寮步镇石龙坑金园新路37号
常见的3种颜色;乳白色:乳白PC异型材又有客户叫扩散灯罩,其优点:具有高透光、高扩散、无眩光、无光影;透明色:光源隐蔽性极佳(有效调整扩散率和透光率,在看不到灯珠的前提下透光率达到峰值);透光率达到94%以上。双色:异型的全塑管,可以做成双色的,其效果就是能减少暗区,一般是底部白色,发光面部份扩散或是透明。作为灯罩产品的特点优势;具有高透光、高扩散、无眩光、无光影;光源隐蔽性极佳(有效调整扩散率和透光率,在看不到灯珠的前提下透光率达到峰值);透光率达到94%;具有高阻燃性;具有高抗冲击强度;适合于LED灯泡的使用;实现将点光源发光转成球面发光。
伴着行业发展愈来愈快,在挑选时,主要由于挑选一家专业的厂家,那专业的是怎么样的,知道看底下几方面,希望对你有帮助。PVC挤出型材厂家的能力特别重要,有能力的话,那么厂家也不少,其能有各式挑选。此外有能力的厂家能够作出有力的售后服务,与给出可靠的介绍,PVC挤出型材的质量有保障,这都是小厂家不可对比的优势。不说是PVC挤出型材行业,即便是别的行业,也需要搞好,那都需要尤其花心思,首先需要把评价搞好。通常说一家评价更好的PVC挤出型材厂家,那么产品质量这不存在差到哪去,相反倘若好多人都以为质量或售后不好,那对方的评价不太好,以至互联网一找就会清楚好多人骂。要是互联网上看不出一家PVC挤出型材厂家的评价,那你还能够看对方合作过哪些客户,倘若合作过非常多顾客,那在质量上面基础没有多少难题,不存在产生敷衍了事的情况
东营pvc导电条价格的变色介绍:热、氧、光老化变色的主要表现形式是型材泛黄,有个别稳定剂生产厂家在推广宣传其产品时宣称使用他们的产品与同类厂家比,可减少份数、降低成本,其结果虽然也可以生产出表观比较满意的型材,但在废品的回收中、在苛刻的工艺温度要求中,由于其热稳定效率不足,对PVC分子结构的损害又不是肉眼所能观察到的,所以生产时出现以下一些情况:pvc导电条价格在加工时就发现色泽不统一(如色泽有轻微偏差是允许的);加热变形后型材明显黄变;加热后状态良好,但型材制成门窗时间不长就变灰。正常生产中不发黄,而在后来的成窗制品时发黄。
可注塑、挤出、模压、吹塑、热成型、印刷、粘接、涂覆和机加工,最重要的加工方法是注塑。成型之前必须预干燥,水分含量应低于0.02%,微量水份在高温下加工会使制品产生白浊色泽,银丝和气泡,PC在室温下具有相当大的强迫高弹形变能力。冲击韧性高,因此可进行冷压,冷拉,冷辊压等冷成型加工。挤出用PC分子量应大于3万,要采用渐变压缩型螺杆,长径比1:18~24,压缩比1:2.5,可采用挤出吹塑,注-吹、注-拉-吹法成型高质量,高透明瓶子。PC合金种类繁多,改进PC熔体粘度大(加工性)和制品易应力开裂等缺陷, PC与不同形成合金或共混物,提高材料性能。具体有PC/ABS合金,PC/ASA合金、 PC/PBT合金、PC/PET合金、PC/PET/弹性体共混物、PC/MBS共混物、PC/PTFE合金、PC/PA合金等,利有两种材料性能优点,并降低成本,如PC/ABS合金中,PC主要贡献高耐热性,较好的韧性和冲击强度,高强度、阻燃性, ABS则能改进可成型性,表观质量,降低密度。
具有很好的产品优点,主要是由于其产品材质优点比较特出,所以被广泛应用于各类家装商用照明灯饰配件,下面小编就主要介绍PC灯罩的产品优势;如下;透光性:PCled灯罩透光率峰值可达89%,可与玻璃相妣美。UV涂层板在太阳光下爆晒不会产生黄变,雾化,透光不佳,十年后透光流失仅为6%,PVC流失率则高达15%—20%,玻璃纤维为12%-20%。抗撞击:撞击强度是普通玻璃的250-300倍,同等厚度亚克力板的30倍,是钢化玻璃的2-20倍,用3kg锤以下两米坠下也无裂痕,有“不碎玻璃”和“响钢”的美称。防紫外线:PCled灯罩一面镀有抗紫外线涂层,另一面具有抗冷凝处理,集抗紫外线、隔热防滴露功能于一身。可阻挡紫外线穿过,及适合保护贵重艺术品及展品,使其不受紫外线破坏。适应性:PCled灯罩在-100℃时不发生冷脆,在135℃时不软化,在恶劣的环境中其力学,机械性能等均无明显变化。
挤出的工艺过程介绍:材料混合好之后就是进行挤出了,把混合料直接进行挤出,这个过程使用的是双螺杆挤出机,这种机器有锥形和平行双螺杆挤出机两种,不过我们平常使用的就是平行双螺杆挤出机。机器的挤出的过程中有4个阶段,首先,先进行加料,之后进行塑化,混合料在这个过程受到剪切和压力等作用就会塑化,覆盖在螺杆上面。之后进行排气,真空环境中把物料中的水分和气体排除。最后就是均化了。把已经塑化了的物料在稳定的熔度,均匀的温度下进一步均匀塑化。


