
15年专注塑胶异型材开模定制
PC/PVC/ABS/PP/PE/PMMA/PA塑胶挤出
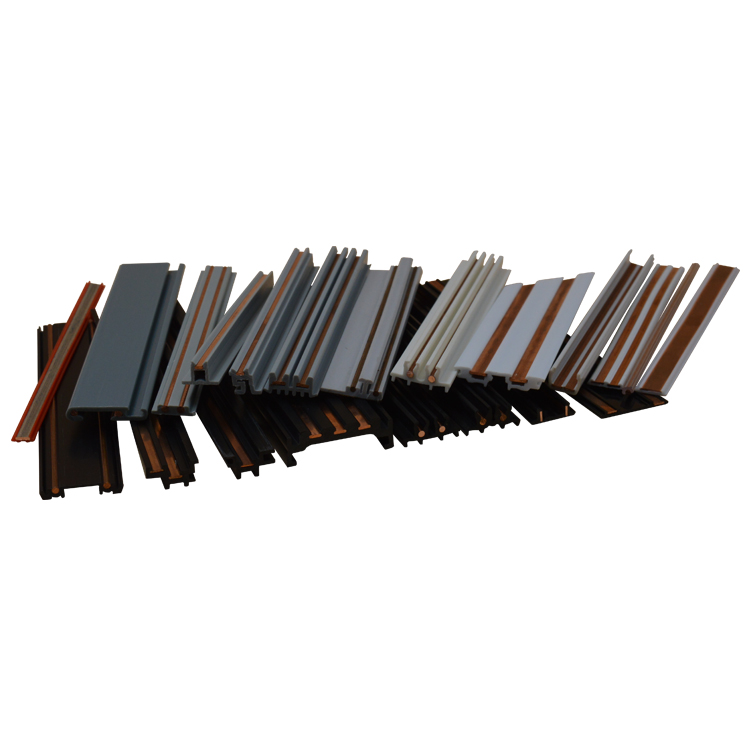
主营:铜塑共挤轨道条,灯罩,型材,异型材
服务热线:
13669818540
13431480540
服务热线:
13669818540
13431480540

联系人:吴奕妮
手 机:13669818540
手 机:13431480540
邮 箱:Janicewu@by3d.cn
网 址:www.baoyisj.com
地 址:广东省东莞市寮步镇石龙坑金园新路37号
在中又称挤出成型或挤塑,在橡胶加工中又称压出。是指物料通过挤出机料筒和螺杆间的作用,边受热塑化,边被螺杆向前推送,连续通过机头而制成各种截面制品或半制品的一种加工方法。挤出应用于热塑性塑料和橡胶的加工,可进行配料、造粒、胶料过滤等,可连续化生产,制造各种连续制品如管材、型材、板材(或片材)、薄膜、电线电缆包覆、橡胶轮胎胎面条、内胎胎筒、密封条等,其生产效率高。挤出成型机由挤出装置、传动机构和加热、冷却系统等主要部分组成。挤出机有螺杆式(单螺杆和多螺杆)和柱塞式两种类型。前者的挤出工艺是连续式,后者是间歇式
东莞宝奕塑胶制品有限公司成立于2009年,是集研发,生产,加工,销售于一体的专业塑料挤出型材厂家。我们专注于各种塑料挤出型材产品及模具的开发和生产。目前主要的产品有:Led铜塑一体轨道条、、PA、、PE、TPE、TPR、TPU等塑料挤出型材。例如: PBC线形Redi - Rail (PC / PVC / ABS和铜共挤)、橱柜灯灯罩、商业照明长条灯罩、建筑型材、行李箱边条、塑料标签支架等,我们苦心经营,从最初的一条生产挤出设备、厂房面积200余平方米,发展到现在20条精良生产设备、厂房面积5000余平方米 、员工人数近50名. 这10年来,我们一直致力于产品技术革新,设备更新优化,员工专业技术培训,在挤塑行业中有较高的知名度和美誉度,得到广大客户及同行的认可和好评。
的简单介绍:顾名思义就是,塑料制品的横截面并不是圆形,而是其他形状的塑料制品。的生产工艺大体上可以分为混料和挤出两个部分。这两个部分的工作决定了以后的异型材使用质量的好坏。而这两个大的部分里面又包含有4个小的项目,分别是配方质量,工艺质量,外观质量和理化指标。尤其是配方和工艺质量两个项目是最基础的工作,他为以后的生产技术和工作打下基础。东莞宝奕塑胶制品有限公司一直秉持“创造高质量,服务社会”的企业精神,以优异的品质和完善的服务为您的产品增添更加美好的效果和市场竞争力。我们将不断创新,本着稳健发展的竞争精神,同时也以优质的产品和服务与各界朋友携手合作,共创辉煌!
塑胶货架标价条可注塑、挤出、模压、吹塑、热成型、印刷、粘接、涂覆和机加工,最重要的加工方法是注塑。成型之前必须预干燥,水分含量应低于0.02%,微量水份在高温下加工会使制品产生白浊色泽,银丝和气泡,PC在室温下具有相当大的强迫高弹形变能力。冲击韧性高,因此可进行冷压,冷拉,冷辊压等冷成型加工。挤出用PC分子量应大于3万,要采用渐变压缩型螺杆,长径比1:18~24,压缩比1:2.5,可采用挤出吹塑,注-吹、注-拉-吹法成型高质量,高透明瓶子。PC合金种类繁多,改进PC熔体粘度大(加工性)和制品易应力开裂等缺陷, PC与不同塑胶货架标价条形成合金或共混物,提高材料性能。具体有PC/ABS合金,PC/ASA合金、 PC/PBT合金、PC/PET合金、PC/PET/弹性体共混物、PC/MBS共混物、PC/PTFE合金、PC/PA合金等,利有两种材料性能优点,并降低成本,如PC/ABS合金中,PC主要贡献高耐热性,较好的韧性和冲击强度,高强度、阻燃性, ABS则能改进可成型性,表观质量,降低密度。
具有很好的产品优点,主要是由于其产品材质优点比较特出,所以被广泛应用于各类家装商用照明灯饰配件,下面小编就主要介绍PC灯罩的产品优势;如下;透光性:PCled灯罩透光率峰值可达89%,可与玻璃相妣美。UV涂层板在太阳光下爆晒不会产生黄变,雾化,透光不佳,十年后透光流失仅为6%,PVC流失率则高达15%—20%,玻璃纤维为12%-20%。抗撞击:撞击强度是普通玻璃的250-300倍,同等厚度亚克力板的30倍,是钢化玻璃的2-20倍,用3kg锤以下两米坠下也无裂痕,有“不碎玻璃”和“响钢”的美称。防紫外线:PCled灯罩一面镀有抗紫外线涂层,另一面具有抗冷凝处理,集抗紫外线、隔热防滴露功能于一身。可阻挡紫外线穿过,及适合保护贵重艺术品及展品,使其不受紫外线破坏。适应性:PCled灯罩在-100℃时不发生冷脆,在135℃时不软化,在恶劣的环境中其力学,机械性能等均无明显变化。

塑胶型材挤出制品生产的一般过程如下: 配方设计购料-→主辅料配混(混料机)购料-→挤出加工(挤出机)连续 -→ 冷却定型(模具、定型台)连续 →牵引计长、切割(牵引切割机)连续 -→ 翻料检验、入库贮运-→组装、焊接等(组装、焊接等设备)检验-→ 贮运 最终用户制品在以上生产工艺过程中,生产工艺只包括配方设计、主辅料的配混、挤出加工、冷却定型、牵引计长切割及贴膜打印与翻料过程。挤出生产的最终还需组装 、加工、焊接等若干专用工序处理才能作为门窗等最终制品进行应用。因而从异型材的应用 角度而言,塑胶型材挤出的生产类似于木制品的半成品材料生产(伐木后对木材的锯解保 存处理)。从以上异型材生产工艺的一般要求同样也说明了对异型材生产装备的功能要求和 技术路线,即在配方设计(反复实验)和物料配混工序完成后,异型材挤出装备必须连续和全 自动的完成上料、塑化、排气、挤出、成型、冷却定型、牵引、计长切割、堆料的全过程。 而要连续高效的完成每一步工序并最终生产出合乎标准的异型材,其中涉及的技术关联程度 是相当高的,装备技术与加工对象具体工艺要求的科学匹配往往成为目前挤出技术工作中最 具体实践意义的工作。与切削加工无机金属材料的机床不同,作为对有机高分子聚合物(塑 料异型材)成型加工的异型材装备,其异型材的性能特性和成型精度不仅与装备精度有关, 更与加工对象的物性和加工的各种历程(热历程、流变历程、相变历程等)及其匹配程度有关。因此,从装备技术的创新发展和异型材生产工艺的更深入研究两方面的提高将推动异型材 挤出技术向更高层次飞跃。


