
15年专注塑胶异型材开模定制
PC/PVC/ABS/PP/PE/PMMA/PA塑胶挤出
主营:铜塑共挤轨道条,灯罩,型材,异型材
服务热线:
13669818540
13431480540
服务热线:
13669818540
13431480540

联系人:吴奕妮
手 机:13669818540
手 机:13431480540
邮 箱:Janicewu@by3d.cn
网 址:www.baoyisj.com
地 址:广东省东莞市寮步镇石龙坑金园新路37号
宝奕PMMA灯罩具有很好的产品优点,主要是由于其产品材质优点比较特出,所以被广泛应用于各类家装商用照明灯饰配件,下面小编就主要介绍PC灯罩的产品优势;如下;透光性:PCled灯罩透光率峰值可达89%,可与玻璃相妣美。UV涂层板在太阳光下爆晒不会产生黄变,雾化,透光不佳,十年后透光流失仅为6%,PVC流失率则高达15%—20%,玻璃纤维为12%-20%。抗撞击:宝奕PMMA灯罩撞击强度是普通玻璃的250-300倍,同等厚度亚克力板的30倍,是钢化玻璃的2-20倍,用3kg锤以下两米坠下也无裂痕,有“不碎玻璃”和“响钢”的美称。防紫外线:PCled灯罩一面镀有抗紫外线涂层,另一面具有抗冷凝处理,集抗紫外线、隔热防滴露功能于一身。可阻挡紫外线穿过,及适合保护贵重艺术品及展品,使其不受紫外线破坏。适应性:PCled灯罩在-100℃时不发生冷脆,在135℃时不软化,在恶劣的环境中其力学,机械性能等均无明显变化。
塑胶型材挤出制品生产的一般过程如下: 配方设计购料-→主辅料配混(混料机)购料-→挤出加工(挤出机)连续 -→ 冷却定型(模具、定型台)连续 →牵引计长、切割(牵引切割机)连续 -→ 翻料检验、入库贮运-→组装、焊接等(组装、焊接等设备)检验-→ 贮运 最终用户制品在以上生产工艺过程中,生产工艺只包括配方设计、主辅料的配混、挤出加工、冷却定型、牵引计长切割及贴膜打印与翻料过程。挤出生产的最终还需组装 、加工、焊接等若干专用工序处理才能作为门窗等最终制品进行应用。因而从异型材的应用 角度而言,塑胶型材挤出的生产类似于木制品的半成品材料生产(伐木后对木材的锯解保 存处理)。从以上异型材生产工艺的一般要求同样也说明了对异型材生产装备的功能要求和 技术路线,即在配方设计(反复实验)和物料配混工序完成后,异型材挤出装备必须连续和全 自动的完成上料、塑化、排气、挤出、成型、冷却定型、牵引、计长切割、堆料的全过程。 而要连续高效的完成每一步工序并最终生产出合乎标准的异型材,其中涉及的技术关联程度 是相当高的,装备技术与加工对象具体工艺要求的科学匹配往往成为目前挤出技术工作中最 具体实践意义的工作。与切削加工无机金属材料的机床不同,作为对有机高分子聚合物(塑 料异型材)成型加工的异型材装备,其异型材的性能特性和成型精度不仅与装备精度有关, 更与加工对象的物性和加工的各种历程(热历程、流变历程、相变历程等)及其匹配程度有关。因此,从装备技术的创新发展和异型材生产工艺的更深入研究两方面的提高将推动异型材 挤出技术向更高层次飞跃。
真正正规的,不应该忽略守信经营的宗旨,有自己的品牌价值,也介意自己的市场评价,不会产生卖出后就不理了。而且有着自己的技术研发和管理团队,全面的服务程序和周全的售后工作团队,服务是很贴心的。当你在寻找的时除开价格,品质与后期的服务也是需要去关注的地方。当然不少人感觉价格因素是需要首选去想的,但我知道,价钱与质量成正比,若是只留意价格或许会使我们损失。因此在寻找时,我们一定细心调研,并与相关人才全面商量,了解产品的基础特点,才可以保障购买的品质与实用性。
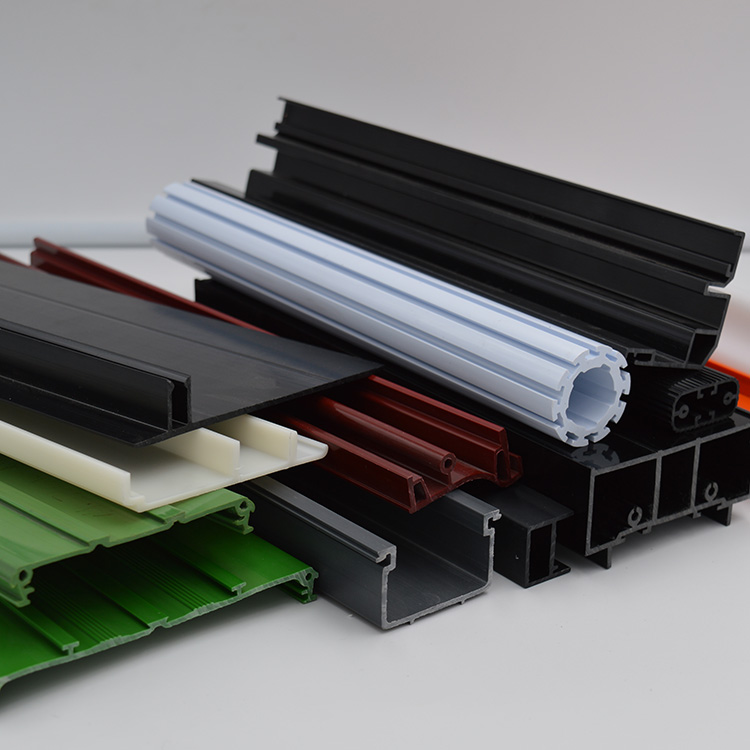
在中又称挤出成型或挤塑,在橡胶加工中又称压出。是指物料通过挤出机料筒和螺杆间的作用,边受热塑化,边被螺杆向前推送,连续通过机头而制成各种截面制品或半制品的一种加工方法。挤出应用于热塑性塑料和橡胶的加工,可进行配料、造粒、胶料过滤等,可连续化生产,制造各种连续制品如管材、型材、板材(或片材)、薄膜、电线电缆包覆、橡胶轮胎胎面条、内胎胎筒、密封条等,其生产效率高。挤出成型机由挤出装置、传动机构和加热、冷却系统等主要部分组成。挤出机有螺杆式(单螺杆和多螺杆)和柱塞式两种类型。前者的挤出工艺是连续式,后者是间歇式

优质的,无论是ABS封边条还是PVC封边条,都具备卓越的安全防护功能,它不仅能够提供与家具纹理色泽浑然一体的美观装饰效果,还能阻止板材内部甲醛挥发。除了防止甲醛慢性中毒外,封边条对家居健康安全还表现在对制品很好的耐腐蚀防护上面。ABS塑胶材料兼具韧、硬、刚相均衡的优良力学性能,是目前应用最广泛的聚合物,不仅在光泽、电性能、成型性以及耐冲击方面表现突出,同时在耐油性、耐化学性方面非常优异。所以,,不管是U型条还是T型条,都具备相对优异的耐腐蚀性。偶尔的咖啡倾倒、突然的酒精抛洒、一个不小心酱油倒了上去,都不用担心,封边条可以保证物体表面不留下任何痕迹。在有小的家庭中,无法避免小摸爬滚打,乱蹦乱跳,有时一不小心碰到断层或者门窗则对细嫩皮肤造成伤害。有了家具封边条,可以很好地封住家具断层断面,保护好小的肌肤,保证一家人的健康安全。
今天小编来给大家详细的介绍一下的制作流程步骤,如下;首先,电脑模具设计:拿到客户订单后,根据其要求,先通过电脑绘图等将模具图设计出来。在后期,我们将以此模具图来生产,并用该模具来制作吹塑泡壳产品。第二,模具的打样:在客户确认好产品模具样图后,生产部门就会根据此样图来进行模具生产,我们可根据产品制作的复杂程度来选择合适的模具材料。第三,模具的生产:在样品被客户确认后,我们就开始根据订单量来制作模具数量。在模具制作过程中,我们需特别注意各项因素的把控,确保整个模具厚度分布的均匀完整。第四,吹塑泡壳的成型:在完成模具生产后,我们可结合专用的生产设备,来进行吹塑泡壳产品的成型制作。在生产环节,需特别注意温度、力度、材料等的把控,防止出现产品成型后形状不对或厚度不对等情况。第五,分检包装:对于已经制作完成的吹塑泡壳产品,还需经过最后的检验环节。在这个环节,主要是对产品的质量进行把关。检查内容主要包括:产品成型效果、泡壳拉线情况、是否有气泡、是否有划痕、表面是否光滑等。只有检测合格的产品,才会正式投入包装使用。


